Detaljno: motor 41 DIY popravak od pravog majstora za web-mjesto my.housecope.com.
Voda je otišla u korito na dizelskom motoru a - 41, ispod stakla mlaznice.
"0:09 Poglavlje 1. Opće informacije" "1:31 Poglavlje 2. Glavne komponente i mehanizmi motora" "4:27 Poglavlje 3. Sustav hlađenja.
Još jedna tema o svakodnevici običnog gospodarstva na jugu zemlje, koja je, srećom, preživjela i do naših.
DT-75. Skinite paletu na A - 41.
Još jedna tema o svakodnevici običnog gospodarstva na jugu zemlje, koja je, srećom, preživjela i do naših.
klipni motor A - 41 rađa se detaljnije.
Motor na traktoru TT-4 ujutro je počeo kucati, bijeli dim je izlazio iz otvora za zrak, a do mjesta popravka smo se vozili na malim.
Tehnika ispitivanja pumpe goriva A - 41 traktora DT-75 na ispitnom stolu KI-22201A. Rješavanje problema s pumpom.
Još jedna tema o svakodnevici običnog gospodarstva na jugu zemlje, koja je, srećom, preživjela i do naših.
Još jedna tema o svakodnevici običnog gospodarstva na jugu zemlje, koja je, srećom, preživjela i do naših.
Ako ste se zasitili startera, ovaj video je za vas. Pretvorba je vrlo jednostavna i jeftina. Mi.
Uvijek na lageru rezervni dijelovi za traktore T-4, DT-75, MTZ, K-700, TT-4M itd. Mogućnost isporuke rijetkih rezervnih dijelova po narudžbi.
Nudimo samo visokokvalitetne rezervne dijelove provjerenih proizvođača.
Rezervne dijelove kupujemo izravno od proizvođača i stoga vam možemo ponuditi najniže cijene na tržištu.

Popravak motora DT 75 sastoji se od zamjene dotrajalih elemenata ili popravka, ako je moguće. Prilikom popravka razmotrite model motora i pažljivo odaberite proizvođača dijelova koji će se koristiti u popravku. Ako ste mehaničar, popravke možete obaviti sami. Ako u vašem arsenalu nema takve vještine, obratite se specijaliziranom centru, gdje će provesti potpunu dijagnostiku i popraviti motor DT 75 i zamijeniti potrebne dijelove.
| Video (kliknite za reprodukciju). |
Prilikom slanja motora na popravak, rastavlja se s traktora. Osim toga, provodi se demontaža svih dijelova i mehanizama koji sprječavaju uklanjanje motora. Konkretno, hauba, hladnjak za hlađenje vode i ulja, kardan pogona mjenjača, uklanjanje nosača motora na okvir. Motor se uklanja s traktora pomoću dizalice ili vitla.
Detaljnije možete pročitati u našoj priručnik za popravak motora traktora DT-75.
Također preporučamo da pogledate našu rubriku. Video za popravak DT-75
ZNAČAJKE SASTAVLJANJA I RASTAVLJANJA GLAVNIH JEDINICA I MEHANIZAMA MOTORA A-01, A-01M i A-41
Prilikom sastavljanja bloka cilindra i koljenastog mehanizma potrebno je poštivati sljedeća pravila:
1. Prilikom postavljanja gumenih O-prstenova na košuljicu cilindra, ne smiju se uvijati u utorima. Gumeni prstenovi i donji sigurnosni pojas u bloku cilindra (0151 mm) moraju biti podmazani dizelskim uljem, inače se gumeni prstenovi mogu oštetiti prilikom ugradnje obloga u blok. Uvodna ivica na donjem stajnom pojasu u bloku cilindra mora biti ravna, čista, bez ureza.
Ovalnost novih košuljica cilindra s pričvršćenom glavom cilindra ne smije biti veća od 0,03-0,05 mm.
2. Prije sastavljanja klipa s klipnjačom i klipom, klip treba zagrijati u uljnoj kupelji na temperaturu od 80–100 ° C. Zabranjeno je utisnuti klip u klip u hladnom stanju.
Klipnjača s klipom mora biti sastavljena tako da se komora za izgaranje pomakne prema dugačkom vijku klipnjače. Prilikom ugradnje klipa s klipnjačom u blok cilindra, komora u klipu mora biti pomaknuta od osi cilindara u smjeru suprotnom od bregastog vratila.
3. Na klip se moraju ugraditi kompresijski prstenovi s kosinama prema gore, treba imati na umu da je gornji prsten kromiran, a ostatak nije kromiran.
Ne smiju se dopustiti velike deformacije prstenova kada se ugrađuju u utore klipa, stoga se preporuča korištenje posebnog
uređaj prikazan na slici 19, koji ograničava širenje prstenova na vanjski promjer od 142,5 mm.
4. Prilikom ugradnje klipa s klipnim prstenovima u košuljicu cilindra treba koristiti tehnološki konusni trn ("lažni koš") kako bi se izbjegla oštećenja prstenova, kao što je prikazano na slici 20.
5. Potrebno je izvaditi košuljice iz bloka cilindra pomoću izvlakača (slika 21), koji se umetne u unutarnju šupljinu košuljice.
6. Prije ugradnje dijelova klipne grupe u cilindre motora, brave susjednih klipnih prstenova trebaju biti smještene pod kutom od 120-180 ° jedna prema drugoj. Prstenovi ugrađeni u utore klipa moraju se u njima slobodno kretati pod utjecajem vlastite težine.
Radijalni razmak između prstenova i utora (kada su prekriveni kavezom promjera 130 mm) mora se poštivati unutar sljedećih granica (tablica 4).
7. Prilikom polaganja radilice u blok cilindra i ugradnje dijelova klipnjače klipnjače, potrebno je da broj (standard) proizvodne (1H, 2H) ili popravne (PI, P2, RZ) veličine klipnjača i glavni nosači radilice odgovaraju broju (standardnih) slušalica.
Nije dopušteno ugraditi osovinu i čahure različitih veličina, jer će to dovesti do zauzimanja radilice.
Prije montaže potrebno je očistiti, isprati kerozinom ili diesel gorivom i propuhati komprimiranim zrakom uljne šupljine i kanale u bloku cilindra, radilici i klipnjačama. Nadimci, udubljenja, neravnine i oznake moraju se pažljivo očistiti. Ležišta i vanjske površine treba obrisati suhim, a nosače radilice podmazati tankim slojem čistog dizelskog ulja.
Zabranjeno je struganje košuljica, turpijanje čepova glavnih ležajeva, postavljanje brtvi između košuljice i njegovog ležišta i između ravnine spojnice ležaja, premještanje poklopaca klipnjače s jedne klipnjače na drugu ili prevrtanje, pomicanje glavnog ležaja kape s jednog mjesta na drugo.
Prilikom sastavljanja klipne grupe i radilice koristite drvene ili bakrene čekiće i driftove.
8. Treba imati na umu da zatezanje vijaka klipnjače mora započeti dugim (zategnutim) vijkom. U suprotnom, to može dovesti do kršenja sjedenja zupčastog zgloba i deformacije ležaja klipnjače.
Nemojte ponovno koristiti zaporne podloške vijaka klipnjače na pregradama motora i nemojte koristiti domaće podloške.
9. Preporuča se zatezanje matica kapica glavnih ležaja redoslijedom prikazanim na slici 22, u dva koraka moment ključem, uz zatezni moment od 41-44 kgm. Ugradite poklopce ležajeva u skladu s brojevima utisnutim na njima.
10. Matice koje pričvršćuju glave cilindara na blok moraju se zategnuti redoslijedom prikazanim na slici 23, u dva koraka (preliminarni i završni).
Kada je motor hladan, moment zatezanja matica
pričvršćivanje glava cilindra treba biti 16-18 kgm, u vrućem - 18-20 kgm.
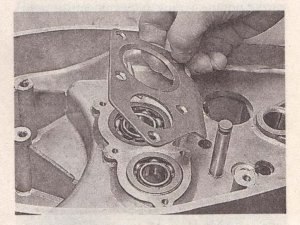
11. Ako je potrebno rastaviti mehanizam za balansiranje, upotrijebite izvlakač ležaja za istiskivanje ležajeva (sl. 24).
Da biste to učinili, morate otpustiti vijke 11 (vidi sl.18) pričvršćivanje ploča 8, odvrnite ih i uklonite ploče. Zatim, laganim udarcem čekića ili udarcem na čeonu stranu osi prijenosnika tereta, pomaknite teret na bilo koju stranu dok se ne zaustavi uz unutarnje stijenke tijela mehanizma. Pod utjecajem pomaka opterećenja, vanjske utore ležaja će se istisnuti iz provrta kućišta mehanizma. Zatim izvucite vanjski prsten ležaja. Zatim pritisnite unutarnji kavez istim izvlakačem, a zatim uklonite uteg zupčanika iz kućišta.
Sastavite obrnutim redoslijedom. Preporuča se istovremeno pritisnuti ležaj u kućište i na čep zupčanika za opterećenje.
Treba imati na umu da je vanjski prsten ležaja br. 12507KM montiran na unutarnji prsten i nije zamjenjiv s drugim ležajevima.
Prilikom ugradnje mehanizma za balansiranje na motor, oznake zupčanika i ruba radilice moraju biti poravnate. Nakon ugradnje mehanizma s položajem klipa prvog cilindra u V. m. t. utezi zupčanika moraju biti okrenuti prema dolje s točnošću od ± 5°.
Prilikom ugradnje balansnog mehanizma na motor između tijela mehanizma i spojne ravnine bloka cilindra potrebno je ugraditi podloške, s kojima osiguravaju bočni razmak između zubaca u zahvatu zupčanika utega s rubom radilice (0,25- 0,4 mm na mjernoj šipki). Kršenje ovog zazora tijekom montaže, kako u smjeru smanjenja tako i u smjeru povećanja, može dovesti do povećanja buke u zahvatanju i habanja zuba zupčanika u slučaju nužde.
Kvaliteta izrade mehanizma za balansiranje provjerava se ručnim okretanjem utega u ležajevima. Zupčanici se moraju vratiti u prvobitni položaj pod djelovanjem vlastite težine.
Montaža glava cilindra počinje ugradnjom i brušenjem ventila. Ventili se ugrađuju u čahure vodilice, dok bi ventil trebao lako, pod utjecajem vlastite težine, stati u provrt čahure. Zatim se ventil preklapa sve dok se ne postigne potrebna nepropusnost suženog zakošenog utora (ili sjedišta) glave cilindra i ventila.
Nakon lapiranja ventila, glava se očisti od paste za lapiranje i opere.
Preporuča se rastaviti i sastaviti mehanizam ventila pomoću alata (slika 25).
Za praktičnost demontaže čašice mlaznice (prilikom zamjene gumenog prstena ili bakrene brtve ispod čaše), možete koristiti izvlakač (vidi sliku 108). Prilikom zamjene vijaka upotrijebite izvijač svornjaka (sl. 26).
Vijci za pričvršćivanje zamašnjaka, poklopci klipnjače, vijak zupčanika na bregastom vratilu, vijci potporne osovine potisne osovine, matice za pričvršćivanje osovina klackalice trebaju biti sigurno zaključani. U tom slučaju, antene podložaka trebale bi čvrsto pristajati uz rub vijka ili matice. U slučaju začepljenja žicom, ona se mora povući u smjeru omotanja.
Prilikom utiskivanja uljnih brtvi (manžeta) okvira u dijelove karoserije (kućište zamašnjaka, poklopac kućišta mjenjača, poklopac glave cilindra), uljna brtva ne smije biti iskošena i okrnjena na svojoj površini.
Brtvena usnica mora biti ujednačena i glatka. Prije ugradnje na osovinu, površina žlijezde mora biti podmazana US mašću (mašću) ili CIATIM-201.
Sve brtve moraju biti bez nabora i kidanja.
Riža. 19. Alat za skidanje i ugradnju klipnih prstenova:
1 - kućište; 2 - vijak; 3 - poklopac; 4 - opruga; 5 - naušnica: 6 - ručka; 7 - Os; 8 - krekeri (spužve).
Riža. 20. Konusni trn za ugradnju klipa u košuljicu cilindra.
Riža. 21. Ekstraktor za skidanje cilindarskih košuljica iz bloka:
1 - disk; 2 - naušnica; 3 - ušica za vijak; 4 - vijak; 5 - daljinski rukav; 6 - šipka; 7 - ručka.
Naredba glavne skupštine. Za sastavljanje motora na proizvodnoj liniji u uvjetima specijaliziranih poduzeća za popravke koriste se regali-regali ili transporteri, koji ih olakšavaju ugradnju u prikladan položaj za montažu. Za individualnu montažu motora koristi se univerzalni stalak OPR-989 [Sl. 26] i drugi.
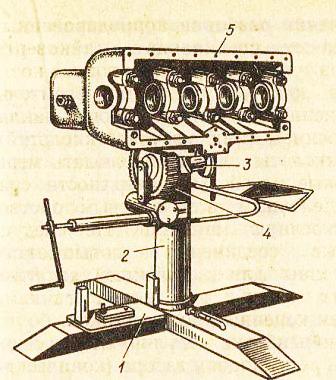
Riža. 26. Univerzalni stalak OPR-989 za rastavljanje i montažu motora.
1) - Baza; 2) - Cijev; 3) - Osovina rotacije; 4) - Pužni prijenosnik; 5) - Blok cilindra.
Spočnite sastavljati blok cilindra: trebate ugraditi čahure i bregasto vratilo, čahure i potisne čahure, uljne brtve i dekompresorske valjke, uljne cijevi. Zatim treba još jednom propuhati uljne prolaze u bloku komprimiranim zrakom i ugraditi klizač, klinove i ostale dijelove.
V blok je položen s radilicom s glavnim ležajevima, zatim košuljice cilindra, klipni set klipnjače, stražnja greda i zamašnjak, pumpa za ulje i kućište radilice, glava cilindra, turbopunjač i mehanizam za klackanje, oprema za gorivo , ugrađuju se filteri i cjevovodi, usisni i ispušni razdjelnici, pumpa za vodu te ventilator, mjenjač, startni motor i spojka u slijedu koji ovisi o izvedbi motora.
Ugradnja radilice. Preporuča se prvo sastaviti i zategnuti glavne ležajeve bez osovine. Moment zatezanja matica za motore YaMZ-238NB je 422-460 Nm za glavne vijke; susjedni 98-118 Nm; A-01 i A-41 - 410-440; tip SMD - 200-220 N.m (vijci SMD-60 - 160-180 N.m); D-37M - 140-160 N.m; ZMZ-53A - 110-120 N.m; ZIL-130 - 110-130 N.m za prednji dio i 80-100 N.m. za ostale ležajeve. Mjerenja određuju njihovu ovalnost, konus, uljni razmak i pomak gornjeg umetka u odnosu na donji. Kako bi se osigurao 80% resursa, tijekom remonta, zazori u glavnim ležajevima nisu veći od: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 mm - A-41; 0,120 mm - D-37M; 0,08 mm - ZMZ-53A; 0,065 mm - ZIL-130; 0,130 mm - YaMZ-238NB.
DOPodmažite nosače osovine tankim slojem ulja, ugradite poluprstenove odstojnika, zatim postavite radilicu. Najprije se srednji glavni ležaj ravnomjerno zategne u dva ili tri koraka. Ako se osovina lako okreće pomoću vijka u prirubnici, tada su preostali poklopci ležaja ravnomjerno zategnuti. Ako se osovina zategne, treba je ukloniti, a vratove podmazati tankim slojem boje. Zatim morate ponovno postaviti osovinu, okrenuti je, rastaviti, pregledati - po otiscima tinte na oblogama utvrditi uzrok čvrstog okretanja i ukloniti ga.
PPomičući radilicu duž osi, provjerite aksijalni hod uzlijetanja pomoću mjerača koji se za dizelske motore kreće od 0,1-0,4 mm, za automobilske motore 0,08-0,25 mm. Aksijalno uzlijetanje regulirano je odabirom debljine odstojnih poluprstenova, debljine ramena ležaja za ugradnju ili drugih uređaja za motore ovog tipa.
PIspravno položena osovina treba se okrenuti od sile ruke primijenjene na klipnjače.
Ugradnja čahure u blok. Navlake, koje se ugrađuju u blok, moraju biti iste grupe veličina, nove ili iste popravne veličine, a u bloku bez O-prstenova moraju se slobodno okretati.
PNakon ugradnje O-prstenova, čahure treba utisnuti u blok pomoću alata s hidrauličkom (pneumatskom) prešom ili drvenim blokom i čekićem. Nije dopušteno rezati O-prsten prilikom pritiskanja.
PNakon utiskivanja, rukav bi trebao stršiti 0,10-0,21 mm iznad ravnine bloka za dizel motore SMD-17, SMD-18; 0,09-0,15 mm za D-240, D-241; 0,07-0,27 mm za D-160; 0,65-0,165 mm za dizel motore drugih marki. Razlika u izbočenju rukava za jedan blok nije veća od 0,05 mm. Izbočenje dopušteno bez popravka je 0,04 mm (za dizelske motore A-01M i A-41 izbočenje je 0,05 mm).
PS utisnutom i fiksiranom glavom provjerava se ovalnost i konus čahure na radnom području sa strane kućišta radilice (dopušteno je najviše 0,03 mm).
PPrilikom izvođenja rutinskih popravaka, čahure se moraju ugraditi u blok, okrećući se oko osi za 90 stupnjeva u odnosu na prethodni položaj, kako bi se produžio daljnji vijek trajanja zbog smanjenja ovalnosti.
Ugradnja klipnjače i klipa. Komplet i unutarnja površina košuljice prije ugradnje moraju se podmazati dizelskim uljem.Brave prvog i drugog klipnog prstena nalaze se pod kutom od 180 stupnjeva jedna u odnosu na druge na klipovima dizelskih motora YaMZ-238NB, SMD-18, a između drugog i trećeg - pod kutom od 90 stupnjeva. Na klipovima ZMZ-53, SMD-60, A-01M i drugih motora, brave su postavljene pod kutom od 120 stupnjeva jedna prema drugoj. U tom slučaju, brave ne bi trebale biti postavljene prema osi prsta.
ShAtunno-klipni set se ugrađuje u blok sa strane glave cilindra pomoću uređaja za kompresiju prstena. U tom slučaju treba obratiti posebnu pozornost na ispravnost njegovog položaja u odnosu na blok (komora za izgaranje, utori u rubu klipa, strelice na kruni klipa itd.).
BVijci ili matice ležajeva klipnjače zategnuti su moment ključem, održavajući zakretni moment od 240-260 Nm. za dizel motore SMD-60; 196-216 N.m. za YaMZ-238NB, YaMZ-240B; 170-190 N.m. za A-01M, A-41; 140-160 N.m. za D-50, SMD-17, SMD-18 i druge; 100-120 N.m. za D-37M, D-144, D-21; 68-76 N.m. za karburatorske motore ZMZ-53N; 70-80 N.m. za ZIL-130. Kod motora ZMZ-53, pri sastavljanju donje glave klipnjače, izbočina na poklopcu i broj na klipnjači moraju se podudarati.
PNakon ugradnje klipnjača, moment okretanja radilice ne smije biti veći od 50 Nm.
Ddno klipova nakon postavljanja klipnjače-klipa u položaj b. m. t. treba stršiti ili tonuti u odnosu na ravninu bloka za veličinu prikazanu u tablici 52.
Tablica 52. Položaj krune klipa u odnosu na gustoću bloka.
Pitanja možete postavljati tek nakon registracije. Prijavite se ili registrirajte, molim.
Molim vas recite mi, želim rastaviti motor. ali 41 popravak, nešto skače pritisak, na koje karakteristike i na što treba obratiti pažnju prilikom rastavljanja, popravka i sklapanja motora, hvala svima unaprijed!
Radi li senzor tlaka? Samo da pritisak ne skače. Ili je uvijek niska ili normalna.
Molim vas recite mi, želim rastaviti motor. ali 41 popravak, nešto skače pritisak, na koje karakteristike i na što treba obratiti pažnju prilikom rastavljanja, popravka i sklapanja motora, hvala svima unaprijed!
Pozdrav kolega, je li paleta zgužvana?
Možda je usis u paleti odvrnut od drhtanja, imao sam ovo.
bit ću zapažen 
rastavljajmo se ne boj se ovdje na forumu su dečki normalni uvijek će ti reći ako išta.Samo sam kupio svoj,kao što sam kupio traktor nisam ga ni upalio,odmah rastavio.Preko zime sam brusio osovinu,kupovao rezervne dijelove,za dva tjedna krećem sa montažom samo za par pa ćemo.
Dečki će sastaviti motor napraviti foto pregled što i kako 
poluprazan vrlo zanimljivo za vidjeti 
napraviti foto pregled što i kako
Probat ću, a onda kako ide.
napraviti foto pregled što i kako
Probat ću, a onda kako ide.
Pa čekat ću 
Dečki recite mi koja je razlika između kompleta za popravak vodene pumpe i 41 starog i novog modela
Došlo je vrijeme za sastavljanje motora.Prvo očistimo blok, zatim ga temeljito isperemo benzinom i puhamo zrakom, isperemo radilicu u jednom. Posebnu pažnju posvećujemo ispiranju kanala.
Nakon ispiranja bloka i radilice pripremamo čahure za postavljanje u blok. Da bismo to učinili, postavljamo klipne prstenove na košuljice uz provjeru praznina u spojevima. U ovom slučaju, STAPRI prstenovi ne blistaju stabilnošću i praznine u cijelom setu su od 0,4 do 0,65, prolaze prema tolerancije. Zatim označavamo košuljice, klipove i prstenove na cilindrima tako da se ubuduće prilikom sastavljanja ne zabune, isprati čahure i staviti O-prstenove, podmazati ih i sjedala u bloku litolom i ubacite ih u blok.Čaše je bolje posaditi tako što ćete napraviti jednostavnu spravu od šipke s navojem i odstojnika nego čekićem čekićem.
Nakon sadnje čahure pripremamo ostale dijelove za daljnju montažu.Moji glavni poklopci, rastavljam pumpu za ulje i provjeravam istrošenost, mehanizam za balansiranje zahtijeva zamjenu ležajeva, oba pogona pumpi za ulje NSh-10 i NSh-32 također zahtijevaju zamjenu ležajevi.zahvatna spojka NSh-32, bregovi su izgorjeli.
Nakon sadnje čahure pripremamo ostale dijelove za daljnju montažu.Moji glavni poklopci, rastavljam pumpu za ulje i provjeravam istrošenost, mehanizam za balansiranje zahtijeva zamjenu ležajeva, oba pogona pumpi za ulje NSh-10 i NSh-32 također zahtijevaju zamjenu ležajevi.zahvatna spojka NSh-32, bregovi su izgorjeli.
Reci mi gdje su brojevi na klipovima? također se motor srušio na klipove našao broj 2k ili 2zh, što to može značiti? i koliko je tebe koštao cijeli set klipova ako nije tajna
broj 2k ili 2zh, što to znači? i koliko je tebe koštao cijeli set klipova ako nije tajna
2-Ovo je grupa težine klipa od 3020-3030 kg, a F je grupa veličina od 129,89-129,91 Cijena seta je 12800r. Prilikom sastavljanja motora poželjan je klip jedne grupe.
broj 2k ili 2zh, što to znači? i koliko je tebe koštao cijeli set klipova ako nije tajna
2-Ovo je grupa težine klipa od 3020-3030 kg, a F je grupa veličina od 129,89-129,91 Cijena seta je 12800r. Prilikom sastavljanja motora poželjan je klip jedne grupe.
Hvala vam 
Razmišljao sam o kupovini novog klipa  Rastavio sam motor i uplašio sam se, bacit ću fotku kakav sam klip imao i kako je još vozio i što je najvažnije nije dimio
Rastavio sam motor i uplašio sam se, bacit ću fotku kakav sam klip imao i kako je još vozio i što je najvažnije nije dimio
Aleksandre Nikolajeviču, sve radite po Feng Shuiju 
... Uklanjanje rukava - možete ga vidjeti i za postavljanje rukava na mjesto. Nikada ne koristim malj - rukave ubacujem od napora ruke, osjeti se napor i gumeni prstenovi se neće odrezati. Nakon sadnje probijam čekićem kroz drveni odstojnik.
Ovo je moj zgodni 

Rukave ubacujem od napora ruke, osjeti se napor i gumeni prstenovi se neće odrezati.
Iskreno govoreći, nisam ni pomišljala isprobati to svojim rukama, ali strah naravno postoji.
Pozdrav svima koji vam mogu reći radilica a-41 je Kina košta 14 tona, a postoji barnaulsko vratilo košta 24 tone, po čemu se razlikuju? I mogu li staviti kineski? što misliš
I mogu li staviti kineski? što misliš
A što je sa starim, može ga polirati. Kinezi su rulet, o njima nema dobrih recenzija.
I mogu li staviti kineski? što misliš
A što je sa starim, može ga polirati. Kinezi su rulet, o njima nema dobrih recenzija.
na rootu su nasilnici, a umetci su već bili p3 za izoštravanje, mislim da nema smisla, ali o Barnaulu, što mislite?
umetci su već stajali p3 oštrenje mislim da nema smisla, ali o Barnaulu, što misliš?
Ostao je još jedan popravak i možete ih samljeti.A Barnaulsky je njihova osovina, svi motori rade na njima. Ali kod zamjene osovine potrebno je balansirati sa zamašnjakom.Imao sam iskustvo ugradnje osovine bez balansiranja, nakon sastavljanja motora pri prvom startu je otišla užasna vibracija, ali nisam htio rastavljati motor, Iz situacije sam se izvukao zavarivši komade armature na koš znanstvenom metodom bodanja, iako je to trajalo dva dana, a nakon toga uvijek vozim na balansiranje.
umetci su već stajali p3 oštrenje mislim da nema smisla, ali o Barnaulu, što misliš?
Ostao je još jedan popravak i možete ih samljeti.A Barnaulsky je njihova osovina, svi motori rade na njima. Ali kod zamjene osovine potrebno je balansirati sa zamašnjakom.Imao sam iskustvo ugradnje osovine bez balansiranja, nakon sastavljanja motora pri prvom startu je nestala strašna vibracija, ali nisam htio rastavljati motor , iz pozicije sam izašao tako što sam bockanjem zavario komade armature na zamašnjak, iako je to trajalo dva dana, a nakon toga uvijek vozim na balansiranje.
Nisam razmišljao o balansiranju. 
balansiranje neće raditi u mom gradu, htio sam balansirati osovinu sa 66 plinom, pa su mi rekli da ne balansiram sve mašine su prodane
Motori se sastavljaju u tri stupnja: okomiti položaj s kućištem prema gore, kada je koljenasto vratilo položeno; vodoravni položaj - za ugradnju glavnih montažnih jedinica i dijelova; okomiti položaj s kućištem dolje - tijekom završne montaže i dovršetka. Za individualnu montažu motora koristi se univerzalni stalak USD-3 ili poseban stalak za sastavljanje motora D-108 i D-160 (slika 107). U specijaliziranim pogonima za popravke, motori se sastavljaju na proizvodnoj liniji.
Riža. 107.Stalak za demontažu i montažu motora D-108 i D-160:
1 - okvir, 2 - kotač, 3 - donji sektor, 4 - zakretni vijak, 5 - gornji sektor, 6 - ploča, 7 - valjak, 8 - držač
Motori se sastavljaju sljedećim redoslijedom: postavljaju radilicu u glavne ležajeve, ugrađuju obloge cilindra, klipnu grupu klipnjača, razvodni mehanizam, stražnju gredu i zamašnjak, pumpu za ulje i kućište radilice, glavu cilindra, gorivo oprema, filteri i cjevovodi, usisni i ispušni razdjelnici, vodena pumpa i ventilator, reduktor i starter motor.
Preporuča se ugraditi radilicu ovim redoslijedom. Provjerite i dovršite osovinu s glavnim ležajevima. Ako se košuljice ne mogu izbušiti i odgovaraju zadanoj veličini rukavaca vratila, polažu se u ležište bloka, glavni ležajevi se sastavljaju i zatežu. Položite radilicu i provjerite njegovu ugradnju u skladu s tehničkim uvjetima za popravak.
Dopuštene vrijednosti zazora u glavnim ležajevima bez popravka s normalnim dimenzijama rukavaca radilice za motore traktora su: za D-108 i D-160 - 0,35 mm; za sve ostale - 0,24-0,30 mm.
Nakon provjere dimenzija i određivanja zazora, kapice ležaja se uklanjaju, glavni nosači osovine podmazuju se tankim slojem ulja i vratilo se spušta na košuljice ugrađene u blok.
Moment zatezanja matica glavnih ležajeva motora D-108 je 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 i SMD-14-200-220 Nm. Najprije zategnite srednji glavni ležaj i pokušajte ručno okrenuti radilicu pomoću vijka u prirubnici zamašnjaka. Ako se osovina lako okreće, postupno zategnite preostale kapice ležaja. Aksijalni hod radilice provjerava se pomicanjem po osi polugom i mjeri se krajnji zazor u krajnjem položaju. Aksijalni hod radilice za motore D-108 je 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M i A-41—0,1—0,35 mm.
Ispravno položeno vratilo trebalo bi se moći okretati snagom ruke primijenjene na vijak zamašnjaka ili klipnjače.
Grupa klipnjača i klipnjača ugrađuje se u blok sa strane glave cilindra, pomoću uređaja za komprimiranje prstenova. Zategnite matice ležaja klipnjače momentnim ključem sa sljedećim momentom zatezanja: za motore SMD-14 - 140-160 Nm; A-01M, A-41 —160—180; D-108 - 140-150 Nm.
Dopušteni aksijalni hod donje glave klipnjače bez popravka je 1 mm. Nakon ugradnje stražnje grede i kućišta brtve, ugradite zamašnjak. Otpad zamašnjaka nakon pričvršćivanja na radilicu ne smije biti veći od 0,3 mm.
Klipni motor A-41 se rađa više
Ležao je u vojnom skladištu na konzervaciji, pa motor kao takav nije radio.
Svi gumeni proizvodi zamijenjeni su novima.
Oprema za gorivo je remontirana, podešena je za modifikaciju motora, svi klipovi motora (podstava, klip, prstenovi, klinovi) zamijenjeni su novim Kostroma kompletima.
Radilica je polirana, zamijenjene su nove obloge, uključeni su starter i diskovi spojke.
Jamstvo dajemo tri mjeseca nakon potpisivanja kupoprodajnog ugovora.
Po želji možemo ugraditi motor, ili izvesti valjanje na stroju za valjanje.
Cijena po dogovoru, dogovara se individualno.
Dostupni su i mnogi drugi motori, na primjer, YaMZ 236, SMD 31, D260 i tako dalje.
Video klipni motor A 41 kanal Artem Ivanov
Naša tvrtka prodaje rezervne dijelove za razne vrste specijalne opreme, kamiona i poljoprivredne opreme domaće i strane proizvodnje, uključujući Rezervni dio i motor i AMZ A-01, A-41, D-442 ... Jedan od smjerova rada poduzeća je popravak i održavanje motora, mjenjača, upravljanja, kočionih sustava, pogonskog mehanizma, hidrauličke i električne opreme. Radeći s nama, zajamčeno ćete dobiti individualan pristup i stručne savjete, kao i visokokvalitetne rezervne dijelove i komponente po najnižim cijenama.
Otklanjanje kvarova i rastavljanje motora Altaj
motorni pogon A-01, A-41, D-442
Rješavanje problema motora AMZ A-01, A-41, D-442 provodi se u postupku demontaže motora, vanjskim pregledom jedinica i mehanizama te odbacivanjem dotrajalih i neispravnih dijelova koji su svakako podložni zamjeni.
Demontaža motora AMZ A01, A41, D442 v se izvodi na štandu. Prilikom rastavljanja motora, motor rješava probleme - dijelovi su raspoređeni u grupe:
- Ÿ pogodan za ugradnju na motor.
- Ÿ dijelovi koji zahtijevaju popravak.
- Ÿ neupotrebljiv.
Na rastavljanje motora AMZ A-01, A-41, D-442 zabranjeno je koristiti dlijeta, poluge, poluge. Ne preporuča se korištenje podesivih ključeva prilikom rastavljanja motora; u nedostatku ključa potrebne veličine, koristite brtve između čeljusti ključa, jer to može dovesti do kidanja rubova vijaka i pričvršćivača.
Rastavljanje i otklanjanje kvarova motora AMZ A01, A41, D442 izvodi se sljedećim redoslijedom:
-
Radno kolo i remen ventilatora se uklanjaju.
Pogoni i šipke se odvoje, a matice i vijci generatora, rasplinjača, magneta, startera i startnog motora se olabave, zatim se navedene jedinice skidaju s motora.
Visokotlačne i niskotlačne žice za gorivo se odvajaju i uklanjaju, uklanjaju se cijevi pročistača zraka, nosač i pročistač zraka.
Uklanjaju se filteri goriva finog i grubog čišćenja, filter ulja i brtva kućišta.
Usisni i ispušni razdjelnici se uklanjaju, čep se uklanja iz korita motora, uklanja se cijev za vodu.
Okretanje za dalje demontažni motorAMZ A-01, A-41, D-442 sump up, korito s plutenom brtvom se uklanja.
Dalje se proizvodi rastavljanje motora A01, A41, D442 na čvorovima i detaljima. Svi detalji nakon rastavljanje motora obilježavaju se, peru i podvrgavaju završnom postupku otklanjanje problema s motorom AMZ A01, A442 - izvode se mjerenja istrošenosti dijelova na temelju kojih se donosi odluka o prikladnosti dijelova za ponovnu uporabu ili restauraciju.
Pružamo usluge remonta i restauracije motora za poljoprivrednu i specijalnu opremu, te kamiona vodećih domaćih i stranih proizvođača. Svi radovi na popravku motora izvode se u radionici uz korištenje visokotehnološke opreme od strane naših iskusnih tehničara za popravke. Mogući su i posjeti kupcima na licu mjesta. Motor ćemo rastaviti, pregledati i oprati, zamijeniti istrošene dijelove, izbrusiti i, što je najvažnije, testirati na štandu s naknadnim podešavanjem, farbanjem i ugradnjom na auto. Zahvaljujući uspostavljenoj suradnji s vodećim proizvođačima i dobavljačima, u mogućnosti smo ponuditi ne samo popravke, već i prodaju originalnih rezervnih dijelova i komponenti po najnižim cijenama. ( Idite na katalog rezervnih dijelova motora AMZ A-01, A-41, D-442)
Za kupnju rezervnih dijelova nazovite:
Mnogo korisnih informacija za vlasnike modela BMW 5 možete pronaći na BMW Automotive Forumu Kvarovi, održavanje, popravak i rad.
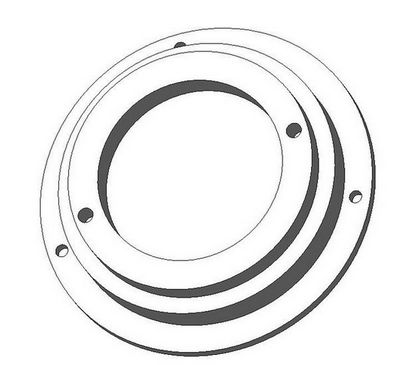
Motor A-41 je opremljen sa mehanizam za balansiranje inercijalnih sila koje djeluju u okomitoj ravnini. Mehanizam za balansiranje (Slika 1) sastoji se od dva utega koji rotiraju u suprotnim smjerovima. Brzina rotacije utega je dvostruko veća od brzine vrtnje radilice. Težišta utega su tijekom rotacije usmjerena istovremeno u jednom smjeru. Utezi se lijevaju zajedno s osovinama, koje su utisnute u zupčanike 2. U tijelu mehanizam za balansiranje Ugrađuju se cilindrični valjkasti ležajevi u kojima se rotiraju osi utega. Zupčani prsten 4, koji je postavljen na srednjem dijelu radilice u blizini trećeg glavnog rukavca, pokreće zupčanik na rotaciju.
Slika 1. Dijelovi mehanizma za balansiranje: uređaj; b - dijagram sila; v - ugradnja zupčanika prema oznakama; 1 - kućište; 2 - zupčanik; 3 - uljni vod do hladnjaka ulja; 4 - zupčasti prsten pogona mehanizma za balansiranje; 5 - brtva za podešavanje; 6 - teret.
Kao rezultat rotacije utega nastaju centrifugalne sile Pc koje se razlažu na dvije komponente - horizontalne i vertikalne sile. Horizontalne sile djeluju u suprotnim smjerovima, čime se međusobno uravnotežuju. Vertikalne sile se zbrajaju i zbrajaju u Vs. Zbroj vertikalnih sila okomito uravnotežuje zbroj inercijskih sila Ri u sva četiri cilindra.
Montaža mehanizam za balansiranje na motoru A-41 provodi se s položajem klipa prvog cilindra u gornjoj mrtvoj točki. Zupčanici trebaju biti ugrađeni prema oznakama na njihovim zubima i žljebovima kada su utezi smješteni ispod.
Motori se sastavljaju u tri stupnja: okomiti položaj s kućištem prema gore, kada je koljenasto vratilo položeno; vodoravni položaj - za ugradnju glavnih montažnih jedinica i dijelova; okomiti položaj s kućištem dolje - tijekom završne montaže i dovršetka. Za individualnu montažu motora koristi se univerzalni stalak USD-3 ili poseban stalak za sastavljanje motora D-108 i D-160 (slika 107). U specijaliziranim pogonima za popravke, motori se sastavljaju na proizvodnoj liniji.
Riža. 107. Stalak za demontažu i montažu motora D-108 i D-160:
1 - okvir, 2 - kotač, 3 - donji sektor, 4 - zakretni vijak, 5 - gornji sektor, 6 - ploča, 7 - valjak, 8 - držač
Motori se sastavljaju sljedećim redoslijedom: postavljaju radilicu u glavne ležajeve, ugrađuju obloge cilindra, klipnu grupu klipnjača, razvodni mehanizam, stražnju gredu i zamašnjak, pumpu za ulje i kućište radilice, glavu cilindra, gorivo oprema, filteri i cjevovodi, usisni i ispušni razdjelnici, vodena pumpa i ventilator, reduktor i starter motor.
Preporuča se ugraditi radilicu ovim redoslijedom. Provjerite i dovršite osovinu s glavnim ležajevima. Ako se košuljice ne mogu izbušiti i odgovaraju zadanoj veličini rukavaca vratila, polažu se u ležište bloka, glavni ležajevi se sastavljaju i zatežu. Položite radilicu i provjerite njegovu ugradnju u skladu s tehničkim uvjetima za popravak.
Dopuštene vrijednosti zazora u glavnim ležajevima bez popravka s normalnim dimenzijama rukavaca radilice za motore traktora su: za D-108 i D-160 - 0,35 mm; za sve ostale - 0,24-0,30 mm.
Nakon provjere dimenzija i određivanja zazora, kapice ležaja se uklanjaju, glavni nosači osovine podmazuju se tankim slojem ulja i vratilo se spušta na košuljice ugrađene u blok.
Moment zatezanja matica glavnih ležajeva motora D-108 je 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 i SMD-14-200-220 Nm. Najprije zategnite srednji glavni ležaj i pokušajte ručno okrenuti radilicu pomoću vijka u prirubnici zamašnjaka. Ako se osovina lako okreće, postupno zategnite preostale kapice ležaja. Aksijalni hod radilice provjerava se pomicanjem po osi polugom i mjeri se krajnji zazor u krajnjem položaju. Aksijalni hod radilice za motore D-108 je 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M i A-41—0,1—0,35 mm.
Ispravno položeno vratilo trebalo bi se moći okretati snagom ruke primijenjene na vijak zamašnjaka ili klipnjače.
Grupa klipnjača i klipnjača ugrađuje se u blok sa strane glave cilindra, pomoću uređaja za komprimiranje prstenova. Zategnite matice ležaja klipnjače momentnim ključem sa sljedećim momentom zatezanja: za motore SMD-14 - 140-160 Nm; A-01M, A-41 —160—180; D-108 - 140-150 Nm.
Dopušteni aksijalni hod donje glave klipnjače bez popravka je 1 mm. Nakon ugradnje stražnje grede i kućišta brtve, ugradite zamašnjak. Otpad zamašnjaka nakon pričvršćivanja na radilicu ne smije biti veći od 0,3 mm.
DO Kategorija: - Održavanje cestovnih automobila
Zdravo! Imam problem sa SMD -22 motorom. Nabavili smo kombajn Sk-5 Niva. Blok SMD-22 (vibito na bloku), koju glavu ne znam, nedavno su je zamijenili, turbina. U početku je radio nečisto (ponekad se provukao bijeli dim). Motor je trebao popravak.Prvi korak je bio podešavanje goriva i remont motora. No, začudo, problem nije nestao. Čulo se da je motor lagano troit bijeli dim iz auspuha. Skinuo sam ispušni razvodnik i upalio motor. Cilindri 1, 3,4 rade, a drugi jednostavno ispušta bijeli dim negorivog goriva.
Promijenjene brizgaljke, problem je isti.
Stavio drugu pumpu za gorivo ništa se nije promijenilo.
Zatim sam počeo podešavati kut ubrizgavanja goriva. Kad sam ga stavio malo kasnije, dim iz drugog cilindra je bio još veći i motor je gubio snagu. Kad sam preuredio tetrijeba na stranu + ranije, drugi cilindar je postupno počeo raditi. Što ranije, to je više radio 2 cilindra, ali prvo su prestali raditi 1 i 4 cilindra, a onda gotovo odmah i 3. Mislim da to znači da sam pobrkao s oznakama kada sam sastavljao motor. Rastavljeno sve je normalno. Zamijenjena bregasta osovina sve na mjestu. Zazor između ventila je podešen 20 puta, ali problem nije nestao.
Malo je napisano u ovoj temi https://my.housecope.com/wp-content/uploads/ext/967/forum/obshchie-voprosy-po-sel-2. ali bilo je moje pitanje na koje nisam mogao naći odgovor
Savjetujte što to može biti i kako riješiti problem?
Posljednji posjet: prije 2 sata i 21 minut
Prijave: 09.11.2010 - 20:53
Možda ventil nije čvrst, ili voda ulazi u cilindar ili, malo vjerojatno, cijev visokog pritiska.
Posljednji posjet: prije 6 mjeseci 1 tjedan
Prijave: 04.12.2010 - 00:21
Možda ventil nije čvrst, ili voda ulazi u cilindar ili, malo vjerojatno, cijev visokog pritiska.
Ventili su više puta provjeravani i prelivani. Ventili su ispunjeni širokim radnim dijelom. Voda ne ulazi u cilindar. Cijev je isključena, jer kada se promijeni kut ubrizgavanja, drugi cilindar počinje dobro raditi. I tako sam uklonio i provjerio sve cijevi i mlaznice.
Posljednji posjet: prije 2 sata i 21 minut
Prijave: 09.11.2010 - 20:53
Najvjerojatnije postoji nekakva sitnica o kojoj nećete odmah razmišljati, ali ona šuplje. U mojoj praksi bilo je nekoliko slučajeva da sam zbog sitnice nekoliko puta napravio potez i razbijao glavu cijelu godinu.






| Video (kliknite za reprodukciju). |
Molim za savjet, postavite prilagodbu trenutnog slijeda radnji.














