DomZanatstvoDIY popravak glave cilindra dizel motora
DIY popravak glave cilindra dizel motora
Detaljno: DIY popravak glave cilindra dizel motora od pravog majstora za stranicu my.housecope.com.
Popravak glave počinje temeljitim čišćenjem kerozinom ili otapalom. Metalnom četkom, pričvršćenom u steznoj glavi električne bušilice, uklanjamo naslage ugljika iz komore za izgaranje i s ploča ventila. Prilikom rastavljanja mehanizma ventila trebat će vam isušivač ventila, na primjer, onaj prikazan na donjoj fotografiji, ali najučinkovitiji je lako napraviti vlastitim rukama, prema crtežima objavljenim ovdje u ovom članku.
Prije i nakon rastavljanja pažljivo pregledavamo glavu cilindra. Pukotine, strugotine u bilo kojem dijelu glave nisu dopuštene. Ako sumnjate da je rashladna tekućina ušla u ulje, provjeravamo glavu na curenje, za to je potrebno začepiti rupe rashladnog plašta i spustiti glavu u toplu vodu, ubrizgati komprimirani zrak u nju pod pritiskom od 1,5 - 2,0 kg. U roku od 1,5 minuta ne smiju se ispuštati mjehurići zraka. Detaljnije o takvoj provjeri, kao io popravku napuknute glave, napisao sam ovdje.
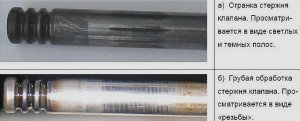
Sedla ventili. Oblik skošenja sjedišta ventila prikazan je na fotografiji. Na radnim kosinama sjedala u području kontakta s ventilima ne smije biti korozije, rupica, izgaranja i oštećenja. Manja oštećenja otklanjamo uklanjanjem (što manje metala) posebnim setom rezača s vodilicama (npr. visokokvalitetni set američke tvrtke NEWWAY). O tome sam detaljno pisao u ovom članku.
Nakon toga temeljito isperite glavu, sjedala i uljne kanale, a zatim ih ispuhnite komprimiranim zrakom.
Vodilice ventila... Provjeravamo razmak između čahure za vođenje i stabljika ventila, odnosno, mjerenjem stabla ventila mikrometrom, a unutarnjim mjeračem otvora čahure vodilice. Zazor za nove čahure: 0,022 - 0,055 mm za usisne ventile i 0,029 - 0,062 mm za ispušne ventile. Kada se nosi, maksimalni dopušteni zazor je 0,3 (u nedostatku povećane buke). Ako se povećani zazor između vodilice i ventila ne može eliminirati zamjenom debljeg ventila, tada mijenjamo čahuru vodilice (istisnemo) - o tome pročitajte ovdje.
Video (kliknite za reprodukciju).
Promjer stabla ventila moguće je povećati hromiranjem, pod uvjetom da nema stepenica (neravnomjernog trošenja promjera) na vretenu. Ako su utisnute nove čahure (bolje je naručiti brončane čahure za tokara), tada se nakon utiskivanja moraju rasporediti posebnim razvrtačem s dugačkom vodilicom. Zatim trljamo ventile na sjedala pastom za lepljenje (po mogućnosti na bazi vode) - pročitajte kako to ispravno učiniti ovdje.
Također, provjeravamo ventile indikatorom brojčanika na odsutnost zakrivljenosti šipke, pomicanjem ventila u dvije male prizme i promatranjem odstupanja strelice indikatora. Odstupanje od čak nekoliko stotinki mm. neprihvatljivo. Brtve ventila se prirodno zamjenjuju novima.
Pushers ventili: provjeravamo njihovu radnu (trljajuću) površinu, ne smije biti urezana ili izgrebana.
Bregasta osovina , radne površine bregova, površine za uljnu brtvu, kao i ekscentrik (uopće) su izbijeljeni ili cementirani radi povećanja otpornosti na habanje, te površine moraju biti polirane i bez tragova, ogrebotina i habanja na oblik abrazije, stepenice.
Ako postoje duboki rizici i gore navedeni nedostaci, vratilo se mora zamijeniti. Ugradimo bregasto vratilo na dvije prizme i provjeravamo radijalni otjek pomoću indikatorske letvice.Izlaz ležajeva i stražnje strane bregova ne smije biti veći od 0,02 mm. Pa, savjetujem vam da ovdje pročitate kako povećati resurs standardne bregaste osovine.
Kućišta ležajeva bregasto vratilo ne smije imati pukotine i oštećenja, a na ležajnim površinama bregastih osovina ne smije biti zarezivanja ili ogrebotina. Razmak između rukavaca bregastog vratila i rupa za podupiranje određuje se mjerenjem ovih dijelova i oduzimanjem manjeg od većeg (mikrometar i unutarnji mjerač).
Također, razmak se može odrediti plastičnom kalibriranom žicom (opisano na primjeru radilice). Projektni razmak za nove dijelove: 0,069 - 0,11 mm, a maksimalno dopušteno trošenje: ne više od 0,2 mm. Nakon zamjene dijelova koji se ne uklapaju u najveće dopuštene zazore, ostaje sve sastaviti. Nakon glodanja sjedišta i brušenja ventila na ventilu na mjestu dodira sa sjedištem, treba biti tanka (1 - 1,2 mm) mat traka, bez prekida u krugu.
Nakon sastavljanja ventilskog mehanizma (isušivanja), provjeravamo ventile na curenje, za to napunimo komore za izgaranje kerozinom, najmanje dvije minute, ili bolje od pet, ne smije doći do curenja kerozina između sjedala i ventili. Zatim ugrađujemo glavu na blok, naravno, postavljajući novu brtvu između njih.
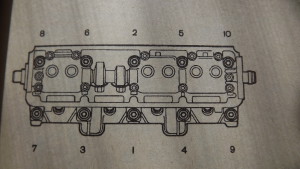
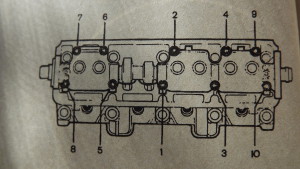
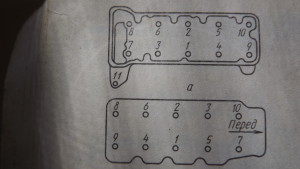
Redoslijed zatezanja vijaka glave i matica kućišta ležaja, pogledajte donju fotografiju. Prilikom zatezanja koristimo moment ključ, a potreban moment zatezanja za vijke nalazi se u priručniku našeg motora. Ostaje staviti i zategnuti pogonsku remenicu i podesiti toplinske zazore.
ventil dehidrator
Podešavanje toplinskih razmaka.
Toplinski zazori ventila na svakom modelu motora imaju različito značenje, na dizel motorima je više, na benzinskim motorima manji, a svaki proizvođač piše svoju vrijednost u priručniku ili na naljepnici poklopca ventila (za ispuh , uvijek je više, budući da je grijanje više).
Opisat ću prilagodbu praznina i, ako postoje brojevi, onda je ovo samo približna vrijednost. Općenito, postoje dvije glavne metode podešavanja: zamjenom podložaka za podešavanje (na novijim motorima) i na starijim (klasičnim) motorima, korištenjem vijaka za podešavanje s protumaticama.
Metoda podmetača: za početak, postavljamo bregasto vratilo prema oznakama (obično na remenici i konektoru glave s blokom), ali zavrtite vijak radilice samo u smjeru kazaljke na satu, a zatim ga okrenite za još 40 -50 °. To su 2 - 3 zuba na remenici bregastog vratila, dok će u prvom cilindru biti faza izgaranja.
Mjerimo zazore ventila prvog cilindra pomoću mjerača i ako su zazori veći od normalnih, onda se sjećamo koliko više, zatim stisnemo potiskivač i skinemo podlošku za podešavanje. Mikrometrom mjerimo njegovu debljinu. Odredite debljinu nove podloške pomoću formule: T = B + (A - B), gdje je T debljina nove podloške, A je izmjereni razmak, B je debljina uklonjene podloške, B je nominalni razmak mm.
Na primjer: A = 0,28 mm; B = 3,80 mm; B = 0,25 mm, tada dobivamo T = 3,80 + (0,28 - 0,25) = 3,83 mm - debljina nove podloške. Povlačenjem potiskivača (posebnim trnom), ugradite novu deblju podlošku, a zatim provjerite da li sonda treba ući između potiskača i grebena uz lagano štipanje. Ostaje dosljedno rotirati radilicu za pola okreta (a oznaka na remenici bregastog vratila se zakreće za 90 °) i podesiti zazore na ventilima preostalih cilindara.
Metoda svijci za podešavanje još lakše. Najprije na isti način postavljamo bregasto vratilo na oznake, što odgovara kraju kompresijskog hoda klipa prvog cilindra, sondom provjerimo veličinu zazora na oba ventila i ako sonda slobodno prolazi ili uopće ne prolazi, vršimo prilagodbu.
Da biste to učinili, stavite ključ na vijak za podešavanje i otpustite ovu sigurnosnu maticu na otvorenoj matici.Zatim umetnemo šipku za mjerenje mjerenja između vijka za podešavanje i stabla ventila i okrećemo vijak, pazeći da mjerač mjerenja klizi laganim naporom, kada smo to postigli, izvadimo šipku za mjerenje i zategnemo sigurnosnu maticu, pazeći da vijak za podešavanje ostane na mjestu (ne okreće se).
Slično, podešavamo zazore u 3, zatim 4 i 2 cilindra, okrećući radilicu za 180 ° nakon svakog cilindra (bregasto vratilo će se zakrenuti za 90 °). To je sve, zatvorite poklopac ventila.
Više o podešavanju toplinskih zazora ventila možete pročitati ovdje.
Često na motorima koji su radili s pogrešnim toplinskim zazorima, diskovi ventila na mjestu njihovog kontakta sa sjedištima izgaraju i gube nepropusnost. Zbog toga kompresija u cilindrima prirodno pada i, sukladno tome, smanjuje se snaga motora.
Motoru možete vratiti prijašnju snagu trljanjem ventila. Kako i uz pomoć što to učiniti ispravno, možete pročitati ovdje u ovom korisnom članku. Pa, o uređaju, održavanju i popravku glave motora, ovdje sam napisao poseban detaljan članak.
Nadam se da će ovaj članak o popravku glave cilindra biti koristan za obrtnike početnike, uspjeh svima.
Počnimo s definiranjem pojmova. Blok cilindra modernog automobila osnova je motora, na koji su ugrađene ostale komponente motora: cilindri, radilica, uljna posuda, glava cilindra.
Upravo nas kvarovi i popravci glave cilindra zanimaju. Je li moguće popraviti glavu cilindra vlastitim rukama u garaži-kući? A obrtnici nedvosmisleno odgovaraju - da, popravak glave cilindra vlastitim rukama je moguć.
Započnimo s pojašnjenjem da je popravak glave cilindra komplicirana operacija i da će od vas zahtijevati: malo razumijevanja blok uređaja, prisutnost posebnog bravarskog alata i sposobnost posjedovanja.
Osnovni alati potrebni za popravak glave cilindra
Trn za utiskivanje u brtve ventila.
Mikrometar za mjerne ventile i vodeće čahure.
Razvijač za odmotavanje novih čahura.
Trn za istiskivanje čahure.
Trn za utiskivanje u čahure.
Uređaji za sušenje ventilskih opruga.
Set upuštača za restauraciju sjedišta ventila.
Električna ploča za zagrijavanje glave cilindra tijekom rješavanja problema i prije pritiskanja čahure.
Ne zaboravite na potrebne rezervne dijelove i oznake
U pravilu, gotovo svaki popravak glave cilindra zahtijeva njegovu demontažu. Iznimke su, na primjer, zamjena brtvi stabla ventila. Stoga, prije početka rastavljanja glave cilindra, razmislite o kupnji potrebnog seta rezervnih dijelova.
Današnje tržište nudi setove glava (ili, jednostavno rečeno, gornje setove), koji uključuju brtvu glave cilindra i sve uljne brtve i brtve smještene iznad glavne brtve.
Pa, alat i minimalni komplet su spremni, počinjemo rješavati probleme s glavom cilindra.
Prije demontaže svakako provjerite relativni položaj radilice i bregastog vratila prema oznakama. Do te mjere da sami stavljamo dodatne ocjene.
Za određene modele automobila, tehnologija demontaže glave cilindra opisana je u priručnicima. Ali posebnosti nekih operacija vrijedi se prisjetiti.
Vijke za pričvršćivanje glave otpuštamo iz sredine za 0,5-1 okret, naizmjenično. Vijci s unutarnjim utorima prvo se moraju očistiti od naslaga ugljika, inače labavo umetnuti ključ prijeti da će se odlomiti i problemi tijekom demontaže;
prilikom demontaže glave cilindra, ako ne postoji dijagram povezivanja za sve vrste vakuumskih cijevi, tada morate sami skicirati ovaj dijagram, prethodno nanijevši odgovarajuće oznake.
Prilikom uklanjanja opruga ventila koristite sušilice, a ne princip "jakog čekića".
Praćenje stanja glave cilindra
Uglavnom, nema puno osnovnih parametara u glavi motora koje treba provjeriti prije nego počnete popravljati glavu cilindra. Dakle, krenimo tražiti tipične kvarove glave cilindra.
Donja ravnina glave cilindra... Provjerava se pomoću ravne ivice i niza sondi. Ravnilo se postavlja duž dijagonala glave na ravninu, a debljina razmaka se određuje pomoću mjerača. Ako je zazor veći od maksimalnog dopuštenog zazora od 0,05-0,06 mm, potrebno je brušenje glave cilindra.
Istrošeni rukavci i ležajevi bregastog vratila... Svi promjeri se mjere mikrometrom i uspoređuju s maksimalno dopuštenim vrijednostima za određeni model motora. Na temelju rezultata mjerenja donosi se odluka o vrsti popravka ili zamjene dijelova. Ne zaboravite vizualno procijeniti vanjsko stanje površina. Ne smiju imati očite znakove mehaničkih oštećenja: ogrebotine, strugotine, ogrebotine, utore itd.
Nadzor istrošenosti stabljika ventila i čahure... Izrađuje se mikrometrom na nekoliko kontrolnih točaka štapa po obodu. Ventil se mijenja ako razlika u promjeru prelazi maksimalno dopuštene parametre koje je odredio proizvođač.
Ako nemate takav uređaj kao unutarnji mjerač za određivanje istrošenosti čahure vodilice, onda se to može odrediti otvorom ventila (novo) u čahuri. U pravilu se čahure zamjenjuju novima.
Istrošenost takvih dijelova, kao: sedla, poluge, klackalice, bregaste se određuju vizualno. Ako je kosina na ventilu "propala", ali je šipka u redu, tada se obrađuje i ventil se može ponovno koristiti.
Ostali nedostaci glave motora također se mogu prepoznati vizualno. Prisutnost neravnina i serifa na površini glave bloka eliminira se brušenjem glave cilindra kako bi se uklonila nepropusna veza između glave cilindra i samog bloka.
Dakle, popravak glave cilindra obavljamo istovremeno s otklanjanjem kvarova, kako kažu, čim stignu problemi.