
Detaljno: uradi sam popravak para klipa od pravog majstora za web-mjesto my.housecope.com.
Primjena: obnavljanje istrošenih površina preciznih dijelova, kao što su klipni parovi visokotlačnih pumpi za gorivo. Bit izuma: na istrošenom klipu oblikovane su potporne površine u obliku cilindričnih remena, ravnomjerno smještenih duž osi klipa, i zatvorenih traka duž perimetara odsječenih utora. Širina traka i remena odabire se unutar 3-4 mm s ukupnom površinom od 46-56% površine klipa. Nosne površine se formiraju elektroerozivnim nanošenjem dvoslojnog premaza s plastičnom deformacijom površine prvog sloja premaza, na primjer otpornog na habanje od VK 8, prije nanošenja drugog sloja antifrikcionog materijala, npr. provedeno bakreno-grafitnom elektrodom, nakon oblaganja klip se utrlja u krilu od lijevanog željeza uz dodatak abrazivne tjestenine. Oporavljeni par se koristi umjesto novog. 1 bolestan.
Izum se odnosi na metodu elektroerozivne sanacije istrošenih površina preciznih dijelova i može se koristiti u strojarstvu i popravku strojeva za obnovu klipnih parova visokotlačnih pumpi za gorivo (HPP).
Poznata je metoda obnavljanja radnog profila dijelova koji rade u uvjetima neravnomjernog trošenja, prema kojoj se na radnu površinu profila dijelova prethodno nanosi zaštitni sloj čija je debljina granična za odabrani elektroerozivni način rada (av.c. CCCP N 698746, klasa B 23 N 9/00, 1979.).
Nedostatak ove metode je što je maksimalna debljina sloja za odabrani elektroerozivni način karakterizirana koncentracijom defekata i zaostalih vlačnih naprezanja, što je nepoželjno kod spajanja dijelova preciznih parova.
| Video (kliknite za reprodukciju). |
Najbliža predloženom tehničkom rješenju je metoda obnavljanja parova klipa, uključujući formiranje potporne površine na klipu u obliku cilindričnih remena uz nanošenje antifrikcionog premaza (ur. N 1715864, C 21 D 1 /78, 1992.).
Poznata metoda ne osigurava potpunu obnovu vijeka trajanja i radnih parametara para klipa.
Temelj izuma je zadatak implementacije takve metode koja bi povećala resurs klipnog para, s vremenom intenzivirala proces uhodavanja spojnih površina poboljšanjem kvalitete restauracije.
Problem je riješen činjenicom da se u postupku obnavljanja para klipa, uključujući formiranje potporne površine na klipu u obliku cilindričnih remena uz nanošenje premaza protiv trenja, prema izumu, cilindrični remeni su ravnomjerno raspoređeni duž osi klipa i tvore dodatne potporne površine u obliku zatvorenih traka po obodu odsječenih utora, dok se širina traka i cilindričnih remena odabire unutar 3-4 mm s njihovim ukupnim površine 46-56% površine klipa, potporne površine se formiraju elektroerozivnim nanošenjem dvoslojnog premaza s plastičnom deformacijom površine prvog sloja premaza prije nanošenja drugog, antifrikcionog.
Prednosti primijenjene metode su u tome što nanošenje donjeg sloja premaza od materijala otpornog na habanje, a gornjeg od materijala protiv trenja osigurava ne samo visoku otpornost na habanje, već i dobro brušenje i uhodavanje; površinska plastična obrada donjeg sloja prije nanošenja gornjeg sloja osigurava dobro prianjanje sloja na podlogu, promjenu unutarnjih vlačnih naprezanja na unutarnja tlačna naprezanja i jednoliku raspodjelu debljine sloja premaza.
Nanošenje premaza u obliku ravnomjerno raspoređenih pruga i po obodu odsječenog utora osigurava stvaranje mikro udubljenja koja odgovaraju namjeni labirintnih brtvi.
Vrijednosti pokrivenosti unutar 46-56% ukupne površine povrata s širinom trake premaza od 3-4 mm određene su dodatnim eksperimentalnim studijama i osiguravaju dovoljnu veličinu potporne površine i nepropusnost para klipa. .
Na crtežu je prikazan opći pogled na sastavljeni par klipova, obnovljen prema navedenoj metodi. Par klipa uključuje: klip 1, čahuru klipa 2, rezne žljebove 3, aksijalni otvor u klipu 4, dijametralni otvor u klipu 5, ulazni otvor u čahuri 6, obilazni otvor u čahuri 7, premaz radne površine klipa koji se sastoji od manjeg habanja -otporni sloj 8 i gornji antifrikcijski sloj 9.
Primjer konkretne implementacije metode.
Na istrošene klipove pumpe za gorivo visokog pritiska dizel motora KamAZ-740 od čelika ShKh15 nanesena je premaz otporna na habanje na mjestima iznad reznog utora, ispod odsječnog utora, uz rubove reza -off utor s legirajućom elektrodom otpornom na habanje od materijala VK8 pod sljedećim režimima: struja I 0,8A, strujna frekvencija f 200 Hz, vrijeme dopinga 
= 1 min / cm 2 s formiranjem trake premaza širine 3-4 mm i ukupne površine formiranog premaza Fsp. 46-56% područja povrata klipa s ujednačenim rasporedom traka premaza na restauriranoj površini.
Nakon nanošenja premaza, obnovljene površine klipa obrađuju se posebnim trkačem s tri valjka sa silom kotrljanja od 100 kgf. Ponovno premazivanje istih površina izvodi se antifrikcionom legiranom bakarno-grafitnom elektrodom na I 1,2A, f 200 Hz,
= 1 min / cm 2 ..
Nakon povećanja vanjskog promjera klipa u odjeljcima 8, 9, utrlja se u preklop od lijevanog željeza uz dodatak abrazivne paste, a zatim zajedno s čahurom klipa 2 s abrazivnom pastom. Nakon toga se tako obnovljeni par klipa koristi umjesto novog.
Studija za određivanje ovisnosti vremena rada obnovljenog klipnog para u satima uz osiguravanje operativne opskrbe gorivom o širini trake formiranog premaza provedena je na posebnom postolju STAR-12F za cikličku opskrbu gorivom uz osiguranje vijek trajanja od najmanje 2500 sati, premazi od 3 mm ili više, osiguran je stabilan rad. Ograničenje maksimalne širine kolničke trake od 4 mm određeno je ekonomskom izvedivom.
Studija za određivanje ovisnosti vremena rada obnovljenog para klipa u satima uz zadržavanje širine trake premaza od 3-4 mm i osiguravanje operativne opskrbe gorivom ovisno o omjeru ukupne površine formiranog premaza (Fcoating ) do područja restauracije klipa (Fplunger) izvedeno je na posebnom STAR postolju -12F za ciklički dovod goriva uz osiguravanje radnog vijeka od najmanje 3000 sati formiranih traka premaza od 3-4 mm s njihovim ujednačenim rasporedom na površina koju treba popraviti i koja odgovara resursu novog para klipa.
Metoda za obnavljanje para klipa, u kojoj formiranje potporne površine na klipu u obliku cilindričnih traka uključuje nanošenje premaza protiv trenja, naznačeno time da su cilindrične trake raspoređene jednoliko duž osi klipa i formiraju dodatne potporne plohe u obliku zatvorenih traka po obodu odsječenih žljebova, dok se širina traka i cilindričnih remena bira unutar 3-4 mm s ukupnom površinom od 46 do 56% površine klipa , potporne površine se formiraju elektroerozivnim nanošenjem dvoslojnog premaza uz plastičnu deformaciju površine prvog sloja premaza prije nanošenja drugog, antifrikcionog.

Počnimo s najmanjim, što je klip? Klip je vrsta klipa koja je izrađena u obliku cilindra, čija duljina prelazi njegov promjer. U dizelskim vozilima i opremi za gorivo raširili su se takozvani parovi klipa. Par klipa sastoji se od klipa i čahure.
Par klipa je jedan od glavnih dijelova visokotlačne pumpe za gorivo ili, ukratko, pumpe za ubrizgavanje. Visokotlačna pumpa za gorivo označava i isporučuje potrebnu porciju goriva u pravo vrijeme u motor. Također ga opskrbljuje pod određenim tlakom i dovodi se u cilindre motora. Kako bi se spriječilo curenje goriva pod visokim tlakom kroz razmak između čahure i klipa, razmak je napravljen vrlo mali, samo 1-3 mikrona. Klip i čahura izrađeni su od čelika visoke čvrstoće, kaljenog do visoke čvrstoće, što rezultira preciznim, visokokvalitetnim parom dijelova koji se ne mogu mijenjati pojedinačno.
Za parove klipova, prisutnost vode u dizelskom gorivu je destruktivna, jer kada uđe u otvor preciznih dijelova, film goriva koji podmazuje par na trljajućim površinama je razbijen i klip neko vrijeme radi bez podmazivanja. Kao rezultat toga, na površinama se stvaraju takozvani "napadi", zbog čega se zaglavljuju. Pa i sam prodor vode se zna odakle, to je dizel gorivo niske kvalitete, a voda također doprinosi koroziji košuljice i klipa, to dovodi do trenutnog popravka klipova.
Osim vode, također često problemi nastaju kao posljedica ulaska mikroskopskih čestica prašine u gorivo, djeluje kao abrazivni alat, a također šteti paru klipa u pumpi. Zbog prodiranja raznih nečistoća u mehanizam klipnog para, također dolazi do zaglavljivanja i prekida rada pumpe i motora automobila, sve to dovodi do popravaka.
Klipni par visokotlačne pumpe je mehanizam visoke preciznosti i kako bi se izbjegao njegov kvar potrebno je redovito dijagnosticirati klipni par i koristiti visokokvalitetno gorivo.
Za dijagnosticiranje klipnog para visokotlačne pumpe potrebno je imati posebnu opremu koja vam omogućuje da provjerite stupanj istrošenosti i proizvodnju klipnog para, a tek onda, ako je potrebno, zamijenite ga novim ili obnovite . Popravak para klipa sastoji se u potpunoj obnovi geometrijskih parametara čahure i samog klipa. Rukav je obnovljen mehaničkom obradom. Klip se popravlja nanošenjem tvrdog kroma otpornog na habanje. Sam u garaži bez opreme, t.j. na ručni način, nemoguće je popraviti klipove.
Registrirajte se da biste dobili račun. Jednostavno je!
Već registrirani? Prijavite se ovdje.

Pozdrav dragi forumaši!
Pitanje/problem ove vrste.
Hyundai Terracan 2.9 crdi, otišla rashladna tekućina, odvezao auto na servis, tu su "specijalci" (istinito govoreći, grad je mali i stručnjaci za
Hyundaija skoro da nemamo) rekli su da je curilo zbog pumpe, pumpa je zamijenjena, ne vozimo cesto auto pa tek nakon par mjeseci
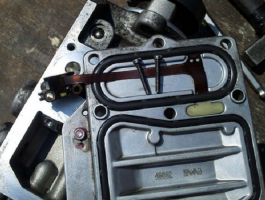
primijetio da problem nije iscrpljen i rashladna tekućina i dalje nestaje i morate dopuniti. Odvezli su se u drugi servis, rekli su da curenje dolazi ispod "prednjeg poklopca motora" i potrebno je zamijeniti brtvu, koja se "s vremena na vrijeme istisnula / pokvarila". ), uzimajući to u obzir i to što u servisu ne znaju da li je potrebno vaditi motor (takve radove još nisu radili), imam sljedeća pitanja.
1. Trebam li ukloniti motor da zamijenim ovu brtvu, "ispod prednjeg poklopca motora", ili se može zamijeniti bez uklanjanja?
Ako sam dobro razumio čarobnjaka - koji mi je objašnjavao, čini se da "zatvara" prozore rashladnog sustava, i nalazi se ispod ili oko pumpe. - (Kupio sam auto s podrškom, nedavno, pa je slab za popravak i ostalo)
2. Može li se kupiti i prodaje se zasebno?
Ili kupite komplet i zamijenite sve, ili uzmete set i promijenite samo jedan? - preporučili su kupnju originalnog kompleta, je li puno bolji od "neoriginalnog"?
3.Koliko sam razumio, velika je vjerojatnost da je stara pumpa ispravna i da je prilično funkcionalna, vizualnim pregledom mogu to nekako utvrditi ili samo pitati stručnjaka?
p.s. Unaprijed hvala na odgovorima, ako sam neku temu napravio nekako netočno, ili u krivom dijelu, ispričavam se administraciji i po mogućnosti uredim/premjestim na željenu.
ps2. Na internetu za zahtjev za naslovnicom, pojavilo se, je li ona?
Prvi put pišem forumu, molim vas da se odazovete molbom novom (neiskusnom) vlasniku Terriku i oprostite mu što ne poznaje tehnički dio!
Problem je počeo s dolaskom topline, čuo sam da se pojavio novi zvuk u stražnjem dijelu auta (prvo sam se ogriješio o gumu), pokazalo se da nije.
Došao sam u službeni servis, majstor je podigao auto, rekao da za zamjenu ležajeva poluosovine koju sam uspješno naručio uz pomoć foruma (tamo su me odbili zamijeniti jer nisu mogli garantirati kvalitetu popravka, rekavši da su već razbili poluosovinu)
Prijavljen za zamjenu u drugom uredu. Kad je krenuo servis ispostavilo se da se ne radi o poluosovinskim ležajevima, nego o ležaju pogonskog zupčanika stražnje osovine (drška), rukama su uvrnuli kardan i osjetili kvar ležaja.
Zato vas želim pitati, jeste li naišli na ovaj problem i jeste li u pravu na servisu?
Ako da, reci mi što se mijenja paralelno s ležajem drške (LSD most), koji su kataloški brojevi.
priloženi komplet za označavanje klipa i popravak brtve za moj 4JG2. Lijevi sprej. Majstori su rekli da će mi odgovarati iz Surfa, Delica. Zapravo, nije tako išlo.
Trebam li samu osovinu podmazati goya pastom i tempo?
Klipovi za ovaj motor u trgovini 5. Savjetovali su mi da donesem stari i pokupim ga. Onaj koji je za delicu, surf, bighorn 9600, pa u usponu 10800, 12000. Najdraži moji 14500 rubalja. Iz Japana je procijenjeno po ploči (u drugoj trgovini) - 9600 rubalja. Ali sam se zbunio kad je prodavač rekao da su isti na svim 4JG2.
Što je Goya tjestenina? Ubijte klip. Povjerite ovaj posao obrtnicima s normalnim postoljem, ne savjetujem vam da se sami penjete. U Južno-Sahalinsku sigurno nema zanatlija. Parovi klipova prodaju se već natopljeni u potrebnoj veličini - pasta će samo povećati razmak, tlak će pasti, a para će ići na smetlište. Na primjer, kod mog brata, prije montaže, pumpa i para se temeljito operu, sve gumene trake i bakrene podloške u pumpi (da, za jednokratnu upotrebu), promijenjena je uljna brtva, zatim sastavljena pumpa "proradi" neko vrijeme na stajalištu se mjeri tlak, početna “doza goriva”, u tijeku je podešavanje itd. itd.
A cijena je oko 7-10 rubalja za sve. Ujutro odvezao auto, popodne pokupio - skinut/ugradit će pumpu, promijeniti klip, namjestiti ga kao sat, ako treba - zamijeniti zupčasti remen, čelo uljne brtve, provjeriti mlaznice, zamijeniti mlaznice (sve uz nadoplatu). Par klipa je uključen u ovaj novac (oporavljen kromom od slične pumpe i što god rekli protivnici ove metode - sam sam klizio 4 godine i ne pada mi na pamet da se penjem u pumpu, samo sam promijenio gumice prije mjesec dana, jer se prsten na okidaču istrošio i pumpa je počela curiti - 30 minuta rada).
PS: Glavna stvar je na vrijeme promijeniti filter i ne puniti solarij nepoznatog porijekla.
Tehnološki proces popravak klipnih parova metodom kemijskog niklanja uključuje sljedeće operacije:
- pranje, kontrola i sortiranje dijelova;
- strojna obrada klipova i čahure;
- kemijsko poniklavanje klipova;
- obrada klipova nakon proširenja;
- odabir i međusobno brušenje dijelova;
- kontrola i prihvaćanje parova.
Ispiranje, kontrola i sortiranje parova klipova... Kontrola i razvrstavanje klipnih parova sastoji se od vanjskog pregleda dijelova i ispitivanja nepropusnosti. Posebnu pozornost treba posvetiti identifikaciji korozije. Ako se pronađu tragovi korozije ili uzdužni tragovi, dijelovi se popravljaju.Sklopovi klipa koji imaju glatku radnu površinu ispituju se na nepropusnost. Parovi klipa, čija je gustoća manja od norme, nedovršeni; klipovi i čahure šalju se na popravak.
Obrada klipa... Kako bi se radnoj površini dao ispravan geometrijski oblik, kao i da bi se uklonili potezi i rizici, dijelovi se podvrgavaju mehaničkoj obradi (prethodnoj i završnoj obradi). Preliminarno preklapanje radne površine klipova s preklopom od lijevanog željeza izvodi se na posebnoj završnoj glavi ili tokarilici.
Obrada rukava... Obrada čahure uključuje sljedeće operacije:
- prethodno zalivanje rupe;
- fino zalijevanje rupe;
- preklapanje krajnje površine;
- kontrola i razvrstavanje dijelova u grupe.
Kemijsko niklanje klipova... Površine klipa, koje nisu podvrgnute kemijskom niklovanju, prekrivene su tankim i kontinuiranim slojem PVC laka i sušene u pećnici na temperaturi od 30-40 °C. Kako bi se osiguralo dobro prianjanje legure, površina dijela je temeljito odmašćena benzinom i kalcij-magnezijevim vapnom.
Obrada nakon izgradnje... Ako je potrebno, dijelovi se utrljaju kako bi radna površina dobila pravilniji geometrijski oblik. Krug bi se trebao slobodno kretati duž osi klipa pri 150-200 o/min dijela. Prilikom obrade preporuča se koristiti tanku GOI pastu. Nakon temeljitog ispiranja u benzinu, dijelovi se mjere i razvrstavaju u grupe prema veličini promjera radnih površina s razmakom od 2 mikrona.
Odabir i međusobno lapping... Nakon završne obrade, klipovi se odabiru i postavljaju na čahure. Klip bi trebao stati u rukav za otprilike duljinu trake za trčanje. Međusobno brušenje dijelova vrši se pri 150-200 o/min vretena. U ovom slučaju koristi se tanka pasta GOI ili aluminijev oksid. Pomičite rukav duž klipa glatko, bez pritiska. Završetak završne obrade karakterizira slobodnije kretanje čahure po cijeloj površini vodilice.
Gotove pare se isperu u benzinu i upuhuju komprimiranim zrakom.
Kontrola i prihvaćanje parova... Kvaliteta površina za preklapanje utvrđuje se vizualnim pregledom i provjerom glatkog kretanja klipa u čahuri. Zatim se para testira na gustoću.
Preklopljene površine klipa i čahure trebaju imati ujednačen sjaj, dopuštena je prisutnost najmanjih poteza jedva vidljivih oku.
Nakon ispiranja dijelova u dizel gorivu, klip, izvučen iz čahure za 40-50 mm, trebao bi se u okomitom položaju, pod vlastitom težinom, spustiti do graničnika uz čeonu stranu čahure. Nisu dopušteni lokalni otpori, kočenje i zaglavljivanje klipa u rukavcu.
Gustoća klipnih parova određuje se ispitivanjem tlaka mješavinom ulja MT-16P i dizelskog goriva viskoznosti 10 cc na 50 °C.
Pare se ispituju pod tlakom od 300 kg/cm2 pri temperaturi tekućine od 18-20°C.
Na riža. 164 prikazan je uređaj za stiskanje klipnih parova. Ispitni par se ugrađuje u posebnu uklonjivu čahuru 3, u kojoj je čahura pričvršćena vijkom. Uklonjivi rukav ima utore za ugradnju klipa duž kuta rotacije u odnosu na prozore košuljice u položaju maksimalnog dovoda goriva. Sklop čahure s testiranim parom ugrađen je u utičnicu kućišta 9 uređaja.
Kraj čahure je zapečaćen preklopljenom petom 8 i stegnut vijkom 6 kroz šipku 7. Uteg 12 kroz sustav poluga 1 i potiskivača 2 pomiče klip prema gore. Poluga 5 služi za podizanje tereta u gornji položaj, a zasun 11 služi za njegovo osiguranje. Posebna poluga 10 dizajnirana je za povlačenje klipa prema dolje prilikom ponovnog testiranja.
Riža. 164. Uređaj za stiskanje klipnih parova.
Par se testira sljedećim redoslijedom. Opterećenje je fiksirano u gornjem položaju, čahura uređaja, zajedno s ležajem klipa, ugrađena je u utičnicu kućišta, kraj čahure je zapečaćen, a šupljina iznad klipa je ispunjena smjesom za prešanje, otvarajući ventil 4 cjevovoda.Zatim se zasun opterećenja spušta. Pod djelovanjem opterećenja, klip komprimira smjesu do tlaka od 300 kg / cmg i, krećući se prema gore, postupno je istiskuje kroz razmak ispitnog para. Trajanje pada tereta, kojim se određuje gustoća para, bilježi štoperica. Svaki par se stisne 3 puta. Testovi se smatraju točnima ako razlika između dobivenih podataka dvaju pokusa ne prelazi 3 sekunde. Ako je razlika veća, para se mora isprati u čistom dizelskom gorivu i ponovno ispitati.
Popravljeni sklopovi klipa razvrstani su prema njihovoj gustoći u tri skupine. Prva skupina uključuje parove s vremenom stiskanja od 6-10 sek., Druga - 10-15 sek. a do trećeg 15-20 soka. Svaka pumpa je opremljena parovima klipova iste grupe gustoće.
Pare koje po gustoći ne zadovoljavaju tehničke uvjete šalju se na preopremu. U slučaju blagog zaglavljivanja, klipni par se ponovno temeljito ispere u čistom dizelskom gorivu i ponovno se stlači.
Za sustavnu provjeru stanja postolja koriste se kontrolni i referentni parovi. Osim toga, za svako postolje se proizvodi kontrolni rukavac. Pomoću ove čahure odabiru se dva para klipa iz broja novih dijelova, čija gustoća odgovara vremenu stiskanja 6; 10 i 20 sek. Odabir kuglica klipa provodi se na temperaturi od 18 ° C pomoću standardne smjese. Kontrolni parovi su označeni: "K-6 sec"; K-10 sec "i" K-20 sec ". Ove pare se skladište u pogonu OTK.
Za referentne dijelove usvaja se sljedeća oznaka: "E-6 sec"; "E-10 sec" i "E-20 sec". Ove parove koristi voditelj radionice.
Dopuštena razlika u gustoći između referentnog i kontrolnog para je 0,5 sec. za parove s gustoćom od 6 i 10 sek. i 1 sek. za parove s gustoćom od 20 sek.
Svaki dan na početku rada, kao i nakon punjenja spremnika stalka svježom smjesom, mjeri se gustoća referentnih parova na radnom rukavcu postolja.
Očitanja stalka smatraju se točnima ako se dobivena gustoća pare razlikuje od nominalne (označene na referentnom paru) za najviše 1 sekundu. za parove s gustoćom od 6 sek., za 2 sek. za parove s gustoćom od 10 sek. i pa 4 sek. za parove s gustoćom od 20 sek. Ako je razlika u očitanjima veća od naznačenih vrijednosti, tada se referentni par provjerava u odnosu na upravljačku čahuru. Dopuštena razlika u očitanjima pri ispitivanju referentnog para na upravljačkim i radnim čahurama dopuštena je ne više od 0,5 sec. za parove s gustoćom od 6 i 10 sek. n 1 sek. za parove s gustoćom od 20 sek. Ako je razlika u rezultatima ispitivanja veća, tada se radna čahura postolja i brtvena peta zamjenjuju novim dijelovima. Referentni par se provjerava dva puta mjesečno u odnosu na referentni par na referentnom rukavu.
Nakon razvrstavanja u grupe, parovi klipova se markiraju. Dijelovi namijenjeni za dugotrajno skladištenje se konzerviraju. Za to se par klipa ispere u čistom benzinu, osuši, učvrsti u poseban okvir i uroni u kadu s zrakoplovnim uljem na temperaturi od 110-120 ° C. Nakon prestanka izdvajanja pjene, okvir s detaljima se uklanja. Nakon što ulje iscuri s površine dijelova, okvir za 2-3 sec. uronjen u kupku s mješavinom konzervansa koja sadrži 100 g parafina na 1 kg zrakoplovnog ulja. Temperatura smjese je 75-85 ° C.
Nakon konzerviranja svaki se par umota u pergamentom navoskiran ili azokerit papir i stavi u kutiju.
Pažnja! Mreža autoservisa povoljnih cijena. Provjera cambera je BESPLATNA! Bez redova! Popravak isti dan!
Preuzmi / Ispiši temu
Preuzmite temu u različitim formatima ili pogledajte verziju teme za ispis.
Visokotlačna pumpa za gorivo bitna je komponenta svakog dizel motora. Zbog ovog mehanizma gorivo postaje ne samo tekućina, već mješavina goriva i zraka. Dio kao što je par klipa također djeluje na rad pumpe. Ona je odgovorna za opskrbu i distribuciju goriva.
U dizajnu ovog elementa postoje dva glavna dijela - klip i rukav.
Klip se sastoji od malog cilindričnog klipa. Kada pumpa radi, klip se pomiče unutar čahure. Izvodeći pokrete gore-dolje, klip usisava gorivo, a zatim se naizmjenično upumpava u mlaznice radnih cilindara, gdje se pali pod visokim tlakom u atomiziranom stanju. Par klipa visokotlačne pumpe za gorivo ima nekoliko rupa na rukavu kroz koje se dovodi dizel gorivo za naknadno ubrizgavanje.
Drugim riječima, glavna svrha para klipa je točno mjerenje goriva, tako da se onda može ubaciti u cilindre motora. Također, ovaj element pomaže pumpi da opskrbi gorivo u pravom trenutku s pravim tlakom. Kako bi se sve odvijalo bez prekida, potrebno je da klipni par ispunjava sve zahtjeve. Stoga se klipni par, čija cijena nije tako mala, mora proizvoditi na visokotehnološkoj opremi, nerealno je napraviti ga kod kuće.
Par klipa pumpe za ubrizgavanje - složen element, njime se mora raditi s oprezom i stalno se moraju poštivati potrebni zahtjevi. Kako bi uređaj radio glatko i učinkovito, potrebno je koristiti samo visokokvalitetno gorivo. Budući da kvaliteta goriva na našim benzinskim postajama ostavlja mnogo da se poželi, obnova klipnih parova vrlo je popularna usluga.
Gorivo niske kvalitete sadrži veliku količinu kemijskih elemenata, što značajno smanjuje trajnost para klipa. Najnegativniji učinak ima voda, koja ulazi u gorivo kao kondenzat. Ako između čahure i klipa ima puno vode, film za podmazivanje narušava svoj integritet i tada dio radi bez podmazivanja. To može toliko deformirati dio da vraćanje parova klipa jednostavno neće pomoći. Ostaje samo kupiti par klipa u trgovini i pokušati napuniti gorivo samo visokokvalitetnim gorivom.
Postoji nekoliko znakova da je dio neispravan. Jedan od njih je odbijanje pokretanja motora, posebno kada se motor zagrije. Moguće je saznati radi li klipni par pumpe za ubrizgavanje normalno dok motor radi. Moramo obratiti pažnju na kvalitet njegovog rada. Ako je par klipa neispravan, tada motor gubi snagu i radi s neuobičajenim zvukovima. Osim toga, motor može raditi s prekidima i postati nestabilan. Ako je uočen barem jedan simptom, onda je potrebno postaviti dijagnozu.
Valja napomenuti da se za dijagnostiku koristi posebna oprema. Stoga je kod kuće vrlo teško reći je li par klipa neispravan ili ne. U servisu profesionalci mogu sa sigurnošću reći o kvaru, a način rješavanja je podešavanje ili potpuna zamjena. Tijekom popravka potrebna je posebna oprema za vraćanje nepropusnosti čahure i klipa.
Sada bi trebalo reći kako zamijeniti par klipa. Prvo morate otići u trgovinu, pokupiti i kupiti par klipa koji će odgovarati određenom motoru. Potrebno je rastaviti sve što se skine oko pumpe za gorivo. To je potrebno kako biste bez problema uklonili stari par klipa i ništa vam ne smeta. Zatim morate ukloniti prednji poklopac motora, odvrnuti maticu koja pričvršćuje pogonski zupčanik, a zatim odvrnuti sve cijevi i ukloniti pumpu za gorivo. Svi dijelovi koji su u prljavštini moraju se očistiti istovremeno. Tek tada možete početi rastavljati pumpu za gorivo, odvrnuti sam par klipa, ali samo s velikim oprezom i na posebno pripremljenom mjestu s skupom potrebnih alata.
Potrebno je pažljivo ispustiti gorivo iz njega, demontirati stari par klipa, provjeriti stanje preostalih dijelova, odnosno bregaste podloške, valjaka, pumpe za pojačanje itd.Zatim sve možete ponovo sastaviti obrnutim redoslijedom, nakon što ste prije ugradnje temeljito oprali par klipa s dizelskim gorivom od konzervacije.
Za podešavanje količine goriva koje se ubrizgava, na klipu se nalazi posebna usnica za izrezivanje. Kada se klip krene prema gore, on prvo zatvara izlazni otvor, a kroz ovaj rub se otvor lagano otvara. Rezanje ovog ruba se vrši spiralom, tako da se pri okretanju klipa mijenja vrijeme prije rezanja. Kako bi se klip rotirao i vršio translacijske pokrete, on se naslanja na podlošku grebena i zahvaća svojim klinom. Kada se perilica okreće, ona također zakreće klip, a ekscentri ulaze u valjke i guraju ga. Klip se podešava podloškom različite debljine. Najvažnije je ne zaboraviti da je cijena para klipa prilično visoka, vrlo je krhak i složen dio, pa se s njime treba vrlo pažljivo rukovati.
Rad dizelskog motora je četiri takta, tijekom kojih nastaje zapaljiva mješavina goriva i zraka. Paljenje se ne događa zbog iskre, već zbog visokog tlaka, stoga se omjer kompresije dizel motora uvijek povećava.
Cummins Inc. Jedan je od vodećih svjetskih proizvođača dizel motora i generatora. Motori ove tvrtke su vrlo različiti: snaga varira od 30 do 3600 konjskih snaga, a veličine motora od 1,5 do 90 litara.
Ne postoji složenija i kritičnija jedinica u dizelskom motoru od sustava ubrizgavanja goriva, točnije, njegovog glavnog dijela - visokotlačne pumpe za gorivo. Mnogi spojni dijelovi, visoko opterećene jedinice, prisutnost preciznog sustava doziranja, čine popravak pumpe za ubrizgavanje teškim zadatkom čak iu uvjetima rada. Sve je teže vlastitim rukama popraviti visokotlačnu pumpu za gorivo dizelskog motora.
U automobilskoj tehnologiji popravlja se gotovo sve, osim, možda, pojedinačnih uljnih brtvi i manžeta, čiji je popravak nemoguć bez posebnih materijala. Složenost postavljanja, dijagnosticiranja i popravka pumpe za ubrizgavanje zahtijeva od djelatnika vještinu rada s preciznom mehanikom.
Jednostavno je nemoguće prilagoditi se prema tvorničkim parametrima, bez posebnog dijagnostičkog postolja za popravak pumpe za ubrizgavanje. Tijekom dijagnostičke studije pumpe za ubrizgavanje potrebno je provjeriti:
- ciklično napajanje visokotlačne pumpe, u cijelom rasponu okretaja osovine pumpe za ubrizgavanje, pri pokretanju i nakon prekida dovoda goriva;
- stabilnost razvijenog tlaka;
- ujednačenost isporuke pumpe za ubrizgavanje do mlaznice goriva.
Čak i imajući pristup dijagnostičkom postolju i proučavajući pitanje popravka visokotlačne pumpe za gorivo pomoću brojnih videozapisa, vrlo je teško kvalitativno provjeriti i ocijeniti njegov rad.
U teškim dizel motorima koriste se klipne, linijske pumpe za ubrizgavanje. U održavanju i popravku takvi su uređaji teži, jer zahtijevaju posebnu opremu za njegovu demontažu, stoga nećemo razmatrati takve visokotlačne pumpe za gorivo i njihov popravak.
U putničkom dizelskom motoru gotovo se uvijek koristi distribucijska pumpa za ubrizgavanje. Za razliku od in-line pumpi, u distribucijskoj pumpi, sila se prenosi na klip pomoću profilirane bregaste podloške. Dizajn pumpe za ubrizgavanje pokazao se kompaktnijim, ali je teško očekivati da će se popravak izvršiti na koljenu.
Najpoznatija i najpovoljnija je pumpa za ubrizgavanje Bosh VP44. Često se potreba za popravkom unutrašnjosti pumpe javlja kada:
- slaba vuča i nepotpuno izgaranje goriva čak i u idealnim uvjetima - u nedostatku opterećenja i temeljito zagrijanom motoru;
- iznenadni kvar i zaustavljanje dizel motora pod opterećenjem, što se naziva "smrt pri polijetanja". Obično skener u takvim slučajevima dijagnosticira šifre P1630 i P1651.
- pojava curenja dizel goriva u području brtve žlijezde središnje osovine pumpe za ubrizgavanje.
Stoga ćemo se ograničiti na pitanje popravka pumpe za ubrizgavanje vlastitim rukama zamjenom brtvi i uklanjanjem bodova radnih površina dijelova.
Prije rastavljanja brtve pogonske osovine pumpe, pokušajte je pomaknuti radijalno. Ako se rukama osjeti igra, moguće je da je razlog curenja goriva trošenje radne površine osovine ili je potreban popravak ležaja.
Veliki broj razdvojenih ravnina i spojnih površina dijelova zahtijevao je korištenje velikog broja brtvi i žlijezda. U pravilu su izrađene od kvalitetnog materijala i traju dovoljno dugo dok se ne oštete tijekom popravka ili održavanja. U ovom slučaju, standardni kompleti za popravak koriste se za popravak Bosch pumpi za ubrizgavanje "uradi sam".
Vrlo je lako zamijeniti brtvu na senzoru položaja osovine i na automatskom vremenu ubrizgavanja tijekom popravka. Za bolje pristajanje, možete nakapati nekoliko kapi ulja za vreteno ili motor na nove prstenove i gumene trake.

Za preventivni popravak Bosch pumpe za ubrizgavanje vlastitim rukama, morat ćete rastaviti pumpu otprilike sljedećim redoslijedom:
- uklonite mjerni ventil s kraja pumpe za ubrizgavanje. Da biste to učinili, odvrnite četiri vijka tlačne ploče, pažljivo otpustite kabel ventila za napredovanje ubrizgavanja. Uklanjanjem tri vijka koji pričvršćuju mjerni ventil, možete ga pažljivo ukloniti iz sjedala;
- odvrtanjem pričvršćivača na gornjem poklopcu možete ukloniti upravljačku ploču i dobiti pristup elektronici;
- postavljamo položaj osovine, kao što je prikazano na fotografiji, uklanjamo kameru i dobivamo pristup unutrašnjosti pumpe za ubrizgavanje;


- nakon demontaže ležaja pomoću posebnog izvlakača, dobivamo priliku proučiti potencijalnog krivca za loš rad pumpe za ubrizgavanje - klip jedinice za napredovanje ubrizgavanja. Često dolazi do površinskog trošenja i ogrebotina na rubovima. Možete pokušati izvršiti popravke poliranjem površine, zamjena cijelog dijela je puno skuplja.


Nakon popravka, montaža se izvodi obrnutim redoslijedom s pranjem dijelova dizelskim gorivom.
Često, osim zarezivanja, na površini klipova postoji još jedan razlog zašto pumpa za ubrizgavanje ne razvija potrebni tlak. To može biti posljedica nakupljanja krhotina, filmova ili voska na filtarskoj mreži unutar pumpe. Sa strane ulazne cijevi nalazi se mrežica. Ispiranje kanala je problematičan i neučinkovit posao, lakše je ukloniti mrežicu i ispuhati je komprimiranim zrakom.
Poderani komadići krhotina mogu zaglaviti klip klipa ili čak slomiti ili slomiti pogonsku osovinu pumpe. Stoga se čišćenje treba obaviti vrlo pažljivo kako bi se izbjegla kontaminacija unutarnjih šupljina crpke.
Među brojnim razlozima kvara elektroničke "jetre" pumpe za ubrizgavanje, najčešći je lom ili izgaranje kontakata upravljačke ploče i kvar tranzistora snage. Ako znanje i vještine rada s elektroničkim uređajima dopuštaju provođenje "kontinuiteta" rada i popravka tranzistora, vrijedi pokušati identificirati uzrok i zamijeniti krivca ispravnim elementom.
Da biste provjerili stanje "krivca", morate pažljivo otvoriti crni poklopac, koji je čvrsto pričvršćen na gumenu brtvu s vijcima. Treba ga pažljivo ukloniti kako ne bi oštetili samu brtvu.


Razlog kvara ne samo tranzistora, već i cijele ploče mogao bi biti zarobljen u šupljini zbog lošeg rada sustava odvodnje ili nepovratnog ventila. Često pokušavaju eliminirati prozračivanje okretanjem startera, nadajući se da će na taj način pumpati dizel gorivo u visokotlačnu pumpu goriva. U ovom trenutku, tranzistor je otvoren i opterećen što je više moguće, što dovodi do intenzivnog zagrijavanja. U zračnom okruženju s lošim odvođenjem topline, neizbježno će izgorjeti. U nekim njemačkim automobilima postoji zaštita koja sprječava pokušaj pokretanja motora u nedostatku goriva na autocesti. Za to se koristi senzor goriva u spremniku.
Neispravnost tranzistora može se utvrditi "biranjem" testera ili njegovim izgledom. Najbolja opcija za popravak takvog kvara bila bi zamjena cijele upravljačke ploče.Možda je skuplje od lemljenja, ali će dati zajamčenu kvalitetu i stabilan rad pumpe za ubrizgavanje nakon popravka. U krajnjem slučaju, dajte ploču i tranzistor na lemljenje stručnjacima za elektroniku.
Prilikom ugradnje i ponovnog sastavljanja nakon popravka, provjerite nepropusnost svih pričvršćivača.
Ako tijekom revizije niste izvršili prenagljene i nerazumne zamjene dijelova, sastavljena crpka trebala bi raditi s približno istim parametrima kao i prije. Bosch EPS-815 stalak se koristi kao standard za ispitivanje i podešavanje pumpe za ubrizgavanje nakon remonta.
Video prikazuje kako podići tlak klipa u Bosch VE pumpi za ubrizgavanje:
| Video (kliknite za reprodukciju). |














