
Detaljno: uradi sam popravak spojke Zil 130 od pravog majstora za web-mjesto my.housecope.com.
REZERVNI DIJELOVI I MONTAŽNI DIJELOVI
SPECIJALNA OPREMA NA TEMELJIMA URAL, MAZ, KAMAZ ____________________
Korpa kvačila ZIL-130
Pritisna ploča (košara) spojke ZIL-130 izrađena je od sivog lijevanog željeza SCH 18-36 (GOST 1412-54). Ako na površini ima pukotina, kao i ako je debljina tijela diska manja od 24,7 mm, mjereno montažnom glavkom uparenih opružnih ploča, tlačna ploča spojke se odbija.
Ako je navoj M8 X 1,25 mm oštećen ili prekinut do dva navoja, tlačna ploča spojke se ugrađuje u škripac, fiksira i navoj se slavinom provlači kroz četiri rupe.
Turpija se koristi za čišćenje ureza i neravnina na tretiranim površinama. U slučaju savijanja većeg od dopuštene, tlačni disk se ugrađuje na prsten koji se nalazi na stolu za prešanje s ravninom kontakta s gonjenim diskom prema dolje i ispravljen. Točnost ravnanja provjerava se ravnalom i pipačem.
Maksimalna količina iskrivljenosti košare spojke ZIL-130 ne smije biti veća od 0,15 mm. Tragovi zahvata na ravnini dodira s pogonskim diskom uklanjaju se brušenjem.
Kada se istroše rupe za prste poluga, košara spojke se učvršćuje u bravarski škripac i istrošene rupe se proširuju na promjer od 8,4 + 0,058 mm, što odgovara prvoj veličini popravka. Rupe veličine popravka označene su bojom.
Istrošeni utor poluge košare kvačila ZIL-130 spaja se na veličinu od najmanje 9,0 mm između ušiju, a zatim se, pričvršćujući dio, žlijeb izrezuje na mjestima nanošenja. Probušene rupe u ušima su proširene do promjera 8,2 + 0,058 mm.
Kontrola izvršene operacije je provjera usklađenosti otvora u ušima pomoću indikatorskog uređaja. Ne okomitost osi rupe na unutarnje ravnine utora ne smije biti veća od 0,3 mm na duljini od 100 mm zatika umetnutog u rupu.
| Video (kliknite za reprodukciju). |
Poklopac košare spojke ZIL-130 izrađen je od čelika 08 debljine 5 mm. Dio se odbacuje ako ima više od tri pukotine dulje od 50 mm. Ako na površini i susjednim ravninama postoje udubljenja, poklopac spojke se postavlja na matricu matrice i ispravlja pod prešom.
Kvaliteta izvedenog zahvata provjerava se vanjskim pregledom i utvrđivanjem stupnja iskrivljenosti omotača, što se provjerava na kontrolnoj ploči pipačem. Ravnost kraja pričvršćenja na zamašnjak ne smije biti veća od 0,5 mm.
Ako je navoj M8 otkinut ili istrošen, ne više od dva navoja, poklopac košare spojke ZIL-130 se postavlja na postolje, navoj se slavinom zabija u osam rupa, a narezi i izbočine na površina dijela se čisti turpijom.
Ako je navoj M8 otkinut ili istrošen, više od dva navoja, poklopac spojke se ugrađuje i učvršćuje na stol bušilice i probuše se rupe s navojem do promjera 12 mm.
Nakon ugradnje dijela na ploču za zavarivanje, izbušene rupe se zavaruju plinskim zavarivanjem. Nakon čišćenja sloja zavara u ravnini s osnovnim metalom, provjerite ravnost kraja pričvršćenja kućišta na zamašnjak i, ako je potrebno, podesite kućište na gore opisani način.
Istrošene rupe za pričvršćivanje poklopca košare spojke ZIL-130 na zamašnjak, za čahure i matice, popravljaju se na sličan način. Izbušeni su, zavareni, nakon zavarivanja se provjerava stupanj iskrivljenosti kućišta i po potrebi ispravlja.
Posljednji korak je bušenje rupa nominalne veličine. Rupe za pričvršćivanje kućišta na zamašnjak izbušene su do promjera 9,8 mm i razvrtane.
Kada se zakovice ploča olabave, kućište se ugrađuje na uređaje ispod preše i zakovice se prešu. Kada se otkinu zakovice učvršćenja ploče ili se ploče otkinu, neispravni dijelovi se zamjenjuju.
Disk spojke ZIL-130
Disk spojke ZIL-130 izrađen je od čelika 50 i fosfatiran. Tvrdoća diska je HRC 35-40. Glava pogonskog diska izrađena je od čelika 40X, fosfatiranog i pasiviziranog u otopini kroma. Disk spojke se rastavlja na postolju.
Kada se istroše ploče tarnog prigušivača veće dopuštene veličine, pogonski disk se ugrađuje i učvršćuje na stol bušilice i bušilicom od 0,10 mm naoštrenom pod kutom od 90 ° izrezuju se glave zakovica do razine osnovnog metala izbijaju se zakovice, uklanjaju se dotrajale ploče zaklopke, a zatim se postavljaju nove ploče i ponovno zakivaju.
Prije zakivanja tarnih obloga, podesi se disk spojke ZIL-130, nakon čišćenja ureza i neravnina na glavčini. Kontrola izvršene operacije je provjera stupnja iskrivljenosti diska na ploči pomoću mjerača.
Trne obloge diska spojke zakivaju se pod pritiskom pomoću matrice. Nakon zakivanja tarnih obloga, provjerite stupanj iskrivljenosti diska i količinu otjecanja pomoću indikatorskog uređaja.
Iskrivljenje ne smije biti veće od 0,3 mm, a odstupanje ne smije biti veće od 0,8 mm. Ako je potrebno, pogonski disk spojke ZIL-130 vozi se duž žbica na ploči i provjerava se neravnoteža u odnosu na bočnu površinu utora.
Dopuštena neravnoteža ne smije prelaziti 25 Gsm. Neravnoteža veća od 25 Gsm otklanja se ugradnjom utega, koji se fiksno učvršćuju savijanjem vitica pogonjenog diska spojke. Kada se na glavčinu primijeni moment savijanja od 45 kgm, kut rotacije glavčine ne smije prelaziti 1 ° 30'-2 °.
Moment trenja amortizera trebao bi biti u rasponu od 1-4 kgm. Zaklopka se provjerava okretanjem glavčine u odnosu na fiksni disk u uređaju koji isključuje radijalno opterećenje.
Kućište spojke ZIL-130
Kućište spojke ZIL-130 izrađeno je od sivog lijeva Sč 15-32. Ako postoje pukotine duljine veće od 150 mm koje prolaze kroz otvor za ležaj pogonskog vratila i ukrućenja, kao i rupu za pričvršćivanje kućišta kvačila na blok cilindra, kućište kvačila se odbija.
Kućište spojke motora nije zamjenjivo s blokom cilindra, budući da se tijekom njihove proizvodnje centrirajuće površine konačno obrađuju zajedno s blokom cilindra.
Rastavljanje ove jedinice potrebno je iz sljedećih razloga: blok cilindra i kućište spojke ZIL-130 imaju različite faktore složenosti popravka; ti dijelovi su neravni; karter i blok cilindara moraju biti odvojeno isprani i neispravni.
Kako bi se spriječilo rastavljanje jedinice i kako bi se osiguralo poravnanje radilice motora i pogonskog vratila mjenjača u malom proizvodnom programu, ove jedinice su označene.
Kada je vijak slomljen u navojnoj rupi, kućište spojke ZIL-130 se ugrađuje na bravarski radni stol, središte slomljenog vijka se uvija i bušilicom se izbuši slijepa rupa do dubine od 8-10 mm. Zatim se četvrtasti trn zabije u izbušenu rupu vijka i slomljeni dio vijka se odvrne iz navojne rupe kućišta kvačila.
Završna operacija je urezivanje navoja i skidanje ivica i brušenje na svim obrađenim ravninama. Istrošene čahure osovine vilice za otpuštanje spojke veće od dopuštene veličine se istiskuju pomoću trna, nakon ugradnje kućišta spojke na postolje pričvršćeno na stol preše.
Nakon istiskivanja istrošenih čahure, provjerite istrošenost otvora za čahure osovine vilice kvačila. Rupe promjera većeg od 30,05 mm proširuju se u liniji do 30,2 + 0,045 mm.
Pomoću trna ispod preše u rupu se utiskuju čahure nominalne ili popravne veličine, ovisno o promjeru rupe, nakon što se rupa u čahuru prethodno poravna s rupom u kućištu spojke ZIL-130. Utisnuti rukavi se proširuju u liniji do promjera 25 + 0,06 mm.
Nakon montaže kućišta kvačila s blokom cilindra, otvor za centriranje kućišta spojke probuši se u alat.Istrošena rupa se probuši do promjera 166 + 0,04 mm kroz prolaz i utor ispod ovratnika izbrusi do dubine od 2,5 ± 0,1 mm.
U probušenu rupu pomoću trna se utiskuje čahura dok se ne zaustavi. Utisnuta košuljica se konačno probuši zajedno s blokom motora kako bi se osiguralo poravnanje osi radilice motora i pogonskog vratila mjenjača.
Poluga košare kvačila ZIL-130 i vilica poluge
Poluga potisne ploče (košare) spojke ZIL-130 izrađena je od čelika 35 GOST 1050-60 i cijanida do dubine od 0,15-0,3 mm. Tvrdoća poluge - HRC 56-62. Poluga se odbija u prisutnosti pukotina i lomova duljine veće od 5 mm na površini.
Geometrijski parametri obrađene sferne površine poluge određuju se pomoću predloška za prijenos. Kada je provrt igličastih ležajeva istrošen preko dopuštene veličine, poluga košare kvačila se brusi.
Poluge potisne ploče, koje imaju rupe za velike igličaste ležajeve, označene su bojom kako bi se tijekom montaže spojile s povećanim klinovima.
Vilica poluge košare spojke ZIL-130 izrađena je od čelika 45. Vilica se odbija ako postoje pukotine bilo koje prirode i mjesta, kao i ako su uši za pričvršćivanje vilice slomljene.
U prisutnosti ureza i neravnina, vilica poluge za otpuštanje spojke je stegnuta u škripac s mekim čeljustima, a obrađene površine se čiste turpijom. Navoj otkinut ili istrošen na dva navoja probija se slavinom.
Kada su rupe za prst na ušicama istrošene, vilica se učvršćuje u škripac s mekim čeljustima i dvije rupe se razmještaju u liniji do promjera 8,4 + 0,058 mm, što odgovara prvoj dimenziji popravka.
Vilice s velikim rupama označene su bojom kako bi pokupili prst tijekom montaže
povećan promjer.
Sastavljanje spojke ZIL-130
Prije montaže potrebno je dovršiti dijelove spojke ZIL-130 prema veličini rupa na vilici i potisnoj ploči za prst i prste u promjeru.Za montažu kvačila ugrađuje se tlačna ploča na stajati.
Igle 19 (slika 4) igličastog ležaja, prethodno podmazane uljem, umetnute su u rupe poluge za otpuštanje spojke zajedno s tehnološkom kuglom promjera 8,8 - 9,5 mm, izrađenom od meke gume otporne na ulje. Slično, umetnite igle s ležajem igle u drugu rupu na poluzi.
Zatim se otvor potporne vilice 17 poravna s rupom poluge 18, dok se sferni izbočina unutarnjeg kraja poluge 18 vodi u jednom smjeru s navojem na kraju vilice. Kada se klin 16 umetne u poravnate rupe, gumena procesna kugla se istiskuje. Umetnuti prst je pričvršćen.
Riža. 4. Montažni dijelovi kvačila ZIL-130
1 - tlačni disk (košara); 2 - pogonski disk; 3 - tarne obloge; 4 - opruga elastične spojke zaklopke; 5 — osnovna ploča opruge; 6 — čelična ploča tarnog prigušivača; 7 - disk prigušivača trenja; 8 - deflektor ulja; 9 — glavčina; 10 - toplinsko izolacijske podloške; 11 - tlačna opruga; 12 — vijak potisne ploče; 13 — tlačna ploča; 14 — matica za podešavanje; 15 - poklopac spojke; 16 i 20 - prsti vilice i poluge; 17 - potporna vilica; 18 - poluga za otpuštanje spojke; 19 - igle igličastog ležaja; 20 - prst
U nedostatku gumenih kuglica, igle valjkastog ležaja se sastavljaju slojem masti na površini rupa. Valjci se polažu u drugu rupu nakon sastavljanja poluge s vilicom. Za ugradnju poluge 18 (slika 4) za otpuštanje spojke u utor nosača potisne ploče, rupe na poluzi i nosaču su poravnate.
Nakon umetanja dugačkog klina 20 u poravnate rupe, tehnološka gumena kugla se istiskuje i pričvrsti klin 20. Ostale poluge se postavljaju na isti način.
Zatim se na izbočine košare kvačila ZIL-130 postavljaju toplinski izolacijske podloške 10 i tlačne opruge 11. Poklopac kvačila 15 se nanosi na opruge 11, usmjeravajući navojne krajeve potpornih vilica 17 u rupe poklopca 15.
Na navojne krajeve potpornih vilica stavljaju se tehnološke kapice kako bi se spriječilo oštećenje navoja tijekom naknadnih montažnih operacija. Tehnološke vodilice se ubacuju u rupe prirubnice kućišta kvačila, a opruge 11 se stisnu pritiskom na kućište kvačila 15.
Izvadivši tehnološke vodilice i skinuvši tehnološke kape s navojnih krajeva vilica 17, ugradite čahure u oblikovane rupe uparenih opružnih ploča, uvrnite vijke ovih ploča, koji se zategnu moment ključem s zakretni moment od 1,0-1,5 kgm. Nakon zatezanja, svi vijci se zaključavaju savijanjem tankog ramena čahure do ruba glave vijka.
Matice za podešavanje 14 se navijaju na krajeve vilica s navojem 17 pomoću ključa za podešavanje sve dok se kraj matice ne poklopi s krajem navojnog kraja vilice 17.
Stezne ploče 13 ugrađene su na vilice s maticama za podešavanje, stezni vijci 12 se uvijaju rukom, koji se zategnu nasadnim ključem dok se ploče 13 ne zaustave u kućištu 15. Položaj poluga u odnosu na spojku ZIL-130 košara se podešava pomoću indikatorskog uređaja.
Okrećući matice za podešavanje ključem, postavite sve poluge u takav položaj da, s veličinom od 9,7-9,9 mm između kraja kućišta i kraja ravnine tlačne ploče, postavite veličinu od 39,7-40,7 mm između kraja košare i potporne pete poluga.
Krajevi poluga moraju ležati u istoj ravnini paralelno s radnom površinom tlačne ploče s točnošću od 0,5 mm.
Nakon podešavanja spojke ZIL-130, pričvrsni vijci temeljnih ploča zategnuti su moment ključem i pričvršćeni mekom čeličnom žicom promjera 1,0 mm.
Kako bi se spriječilo spontano olabavljenje, navojni spoj matice za podešavanje je navrnut na navojni kraj vilice.
Završna operacija je statičko balansiranje sklopa potisne ploče s kućištem na uređaju za balansiranje. Kod vrijednosti neuravnoteženosti većih od 50 Gsm, bušilicom se bušilicom promjera 13,7 mm rupe u izbočinama do dubine ne veće od 23 mm. Rupe za montažu su označene.
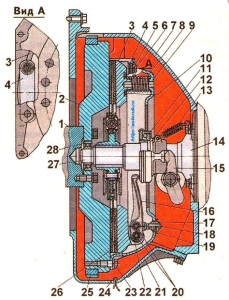
Kvačilo (Sl. 35) suhi s jednim diskom, ugrađen u kućište radilice od lijevanog željeza 7. Poklopac kvačila 9 pričvršćen je na zamašnjak 2 radilice 1 pomoću osam centrirnih (posebnih) vijaka 23. Tlak kvačila stvara se pomoću šesnaest ugrađenih opruga između poklopca spojke 9 i potisne ploče 3. Toplinski izolacijski prstenovi postavljeni su ispod opruga sa strane potisne ploče.
Prijenos zakretnog momenta s poklopca spojke 9 na pogonski disk vrši se preko tlačne ploče 3 pomoću četiri para opružnih ploča 4.
Preklopni uređaj se sastoji od četiri poluge 16, koje su spojene prstima 20 na potisnu ploču i vilicu 18. Igličasti valjci 22 postavljeni su između prstiju 20 i poluge 16.
Položaj poluga za otpuštanje spojke 16 se podešava pomoću matica 17, koje se nakon podešavanja udubljuju.
Tijekom rada vozila, položaj ovih poluga se ne podešava.
Disk spojke (slika 36) je čelični, s tarnim oblogama, ima prigušivač torzijskih vibracija (prigušivač) frikcionog tipa (sa suhim trenjem čelika o čelik). Osam opruga ravnomjerno raspoređenih po obodu su elastična spojnica amortizera 2.
Pogonski disk je uravnotežen. Balansiranje se vrši ugradnjom ploča za balansiranje 10 na pogonski disk.
Za odvajanje kvačila koristi se potisni ležaj 11 (slika 35), postavljen na čahuru ležaja 12. Ležaj 11 je tvornički podmazan i ne dodaje se tijekom rada i popravka. Tijekom popravka kvačila, ležaj treba zamijeniti novim ako je potrebno.
S ispravno podešenim pogonom spojke, razmak između poluge 16 i ležaja za otpuštanje spojke trebao bi biti 3-4 mm.
Za otpuštanje spojke koristi se nožna papučica, koja je postavljena na nosač pričvršćen za lijevi bočni element okvira automobila. Donji kraj pedale spojen je podesivom šipkom 5 (slika 37) s polugom 3 vilice za otpuštanje spojke.Hod pedale ograničen je naglaskom na podu kabine.
Pravilno podešena spojka ne bi smjela kliziti u isključenom položaju, a kada je papučica pritisnuta, trebala bi se potpuno odvojiti (ne bi smjela "voditi"). Slobodni hod papučice spojke mora biti 35-50 mm, a ukupni hod mora biti najmanje 180 mm.
Kako se tarne obloge troše, slobodni hod papučice spojke se smanjuje, a kao rezultat toga, spojka može proklizati. To dovodi do brzog trošenja pogonskog diska i ležaja kvačila. U slučaju prekomjernog slobodnog hoda (preko 50 mm), pritisak na papučicu do kvara ne otpušta u potpunosti spojku. U tom slučaju dolazi do brzog trošenja pogonskog diska i mijenjanje brzina postaje otežano.
Slobodni hod pedala mora se podesiti sljedećim redoslijedom:
1. Podesite sigurnosnu maticu 1.
2. Podesite slobodan hod papučice spojke okretanjem sferne matice za podešavanje 2; da bi se smanjio slobodan hod pedale, sfernu maticu treba navrnuti na šipku 5, a da bi se povećao slobodan hod, mora se otkotrljati sa šipke.
4. Nakon podešavanja, pokrenite motor i provjerite ispravan rad spojke.
Održavanje se sastoji od podešavanja pogona spojke, čišćenja od prljavštine, pravovremenog zatezanja svih vijčanih spojeva, podmazivanja vilice za otpuštanje spojke i osovine pedale u skladu s tablicom za podmazivanje.
Prednji ležaj 30 (Sl. 35) pogonskog vratila mjenjača ima konstantnu opskrbu mašću isporučenom kod proizvođača ležaja. Tijekom rada nije potrebno periodično dopunjavanje masti. Tijekom popravka, ležaj se po potrebi mora zamijeniti novim.
Potrebno je pažljivo pratiti zatezanje vijaka koji pričvršćuju kućište spojke na blok cilindra. Moment zatezanja vijaka trebao bi biti jednak 8-10 kgf-m (80-100 Nm). Vijci moraju biti zategnuti ravnomjerno, dosljedno, poprečno.
Ilustracije za odjeljak 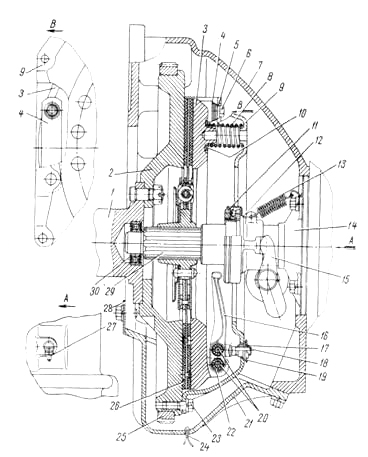
Riža. 35. Spojka
1 - radilica; 2 - zamašnjak; 3 - tlačna ploča; 4 - opružna ploča; 5 - čahura opružnih ploča; 6 - vijak za pričvršćivanje ploča; 7 - kućište spojke; 8 - tlačna opruga; 9 - kućište; 10 - toplinska izolacijska podloška tlačne opruge; 11 - potisni ležaj; 12- spojka; 13 - opruga za otpuštanje spojke; 14 - vodilica spojka; 15 - vilica za otpuštanje spojke; 16-ručica za otpuštanje spojke; 17 - matica za podešavanje vilice; 18 - utikač; 19- osnovna ploča matice za podešavanje; 20- prsti; 21 - poklopac kućišta radilice; 22 - valjci; 23 - vijak za pričvršćivanje poklopca spojke na zamašnjak, 24 - klin; 25 - kruna zamašnjaka; 26 - pogonski disk; 27 - ulje za podmazivanje vilice za otpuštanje spojke; 28 - štit; 29 - pogonsko vratilo mjenjača; 30 - prednji ležaj pogonskog vratila mjenjača 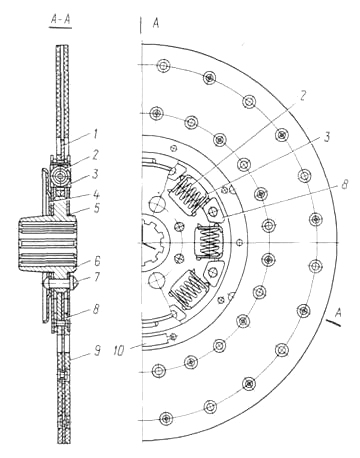
Riža. 36. Pogoni disk spojke
1 - pogonski disk; 2 -opruga prigušivača torzijskih vibracija (prigušivača); 3 - osnovna ploča; 4 - deflektor ulja; 5 - prigušni disk; 6 - čvorište pogonjenog diska; 7 - zakovica; 8 - tarni jastučić prigušnice; 9 - tarna obloga gonjenog diska; 10 - ploča za balansiranje 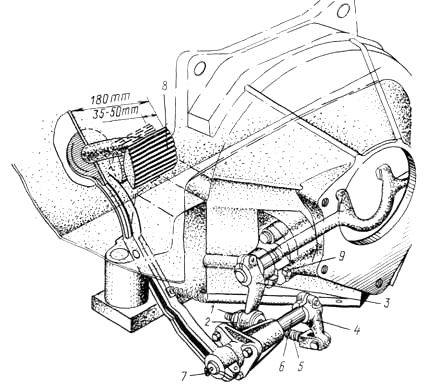
Riža. 37. Pogon spojke
1-zaporna matica - 2 - sferna matica; 3 - poluga vilice za otpuštanje spojke; 4 - srednja poluga; 5 - potisak; 6 - osovina pedale; 7 - mazalice za čahure osovine pedale
8 - pedala; 9 - ulje za podmazivanje čahure vilice za otpuštanje spojke
Prije nego što konkretno razmotrimo kvačilo Zil 130, želio bih reći nekoliko riječi o samom automobilu. Zil 130 je legendarni sovjetski kamion, jednostavan i nepretenciozan. Prva serija automobila proizvedena je daleke 1962. godine, ali i danas ove uslužne radnike možete pronaći na ulicama gradova i sela. Ne boje se loših cesta i nekvalitetnog goriva. Osim toga, na autocesti mogu postići brzinu i do 100 kilometara na sat. Od nedostataka modela, možda je vrijedno istaknuti visoku potrošnju goriva, koja može doseći 30 litara na stotinu kilometara.
Uz pravilnu njegu i pravodobno održavanje, ZIL 130 može bez problema raditi desetljećima. Ima živih primjera za to. Ipak, preporučljivo je da se svaki vlasnik ovog kamiona dobro upoznaje s njegovim uređajem kako bi mogao samostalno obaviti neke od potrebnih radnji. Na primjer, morate znati kako namjestiti spojku Zil 130. Prvo, pogledajmo kako to radi.
Kamionska spojka Zil 130 može se opisati kao:
Smješten je u kućište radilice od lijevanog željeza koje je pričvršćeno na motor. Njegov je poklopac pričvršćen na zamašnjak radilice s osam vijaka za centriranje. Silu pritiska stvara šesnaest opruga koje su ugrađene između kućišta kvačila i njegove potisne ploče. Ispod njih leže posebne toplinske izolacijske podloške. Oni su u stanju smanjiti zagrijavanje opruga. Zahvaljujući ovim podloškama, opruge ne gube svoja elastična svojstva zbog zagrijavanja. Moment se prenosi s kućišta na pogonski disk pomoću potisne ploče i četiri para opružnih ploča. Uređaj za otpuštanje spojke sastoji se od četiri poluge koje su prstima spojene na vilicu i potisnu ploču. Igličasti valjci nalaze se između ovih klinova i svake ruke. Za podupiranje vilica koriste se kuglaste matice. Oni omogućuju osciliranje vilica dok se tlačna ploča pomiče.
U otpuštanju kvačila nalazi se ležaj za otpuštanje, koji nije odvojiv. Stoga se tijekom rada količina ulja u ovom ležaju ne može dopuniti. Disk spojke je izrađen od čelika i ima tarne obloge od prešanog metalno-azbestnog sastava. Za isključivanje spojke koristi se pedala s osovinom ugrađenom u nosač. Hod ove pedale ograničava pod u kabini kamiona.
Kako bi spojka uvijek radila pouzdano, potrebno joj je povremeno podešavanje. S vremena na vrijeme, vlasnici kamiona ZIL 130 moraju podesiti slobodan hod papučice spojke, kao i položaj poluga za otpuštanje. Slobodni hod pedale se podešava pomoću matice za podešavanje. Razmak između ležaja za otpuštanje i poluga za otpuštanje spojke mora biti od jednog i pol do tri milimetra. U tom slučaju, slobodan hod papučice spojke bit će između trideset pet i pedeset milimetara. Ovo podešavanje osigurava potpuno uključivanje i otpuštanje spojke kamiona ZIL 130. Ako je razmak između ležaja za otpuštanje i poluga za otpuštanje manji od jednog i pol milimetra, ležaj za otpuštanje povremeno će dodirivati poluge za otpuštanje. To će biti popraćeno proklizavanjem spojke i, kao rezultat, povećanim trošenjem samog ležaja, kao i poluga za otpuštanje i tarnih obloga.
Poluge za otpuštanje spojke kamiona podešavaju se tijekom montaže ili popravka spojke pomoću posebnih kugličnih matica. Takvo podešavanje je potrebno za mogućnost glatkog, bez zakrivljenosti, pomicanja potisne ploče kada je spojka isključena. Ako to zanemarite, tada će se tlačna ploča neravnomjerno udaljiti od pogonskog diska. Kao rezultat toga, doći će do povećanog trošenja cijele jedinice, što će dovesti do njenog prijevremenog kvara.
Kvačilo kamiona Zil 130 možda neće biti potpuno isključeno zbog iskošenja ili iskrivljenosti pogonjenog diska, kao i ako postoji neravnomjeran razmak između diskova. Najčešće se takva smetnja javlja zbog pregrijavanja kao posljedica dugotrajnog klizanja. Ovaj se problem može riješiti jednostavnom zamjenom iskrivljenih diskova. Ako tarne obloge pokvare, mogu stvoriti klin između pogona i pogonskih diskova. Kao rezultat toga, spojka se neće u potpunosti odvojiti. Ako se to dogodi, trebali biste rastaviti jedinicu i promijeniti tarne obloge. Kada je spojka isključena, a tlačna ploča i dalje lagano dodiruje pogonsku ploču, potrebno je podešavanje položaja poluga za otpuštanje.
Ako se automobil počne kretati s nekim trzajem, tada je, najvjerojatnije, ovaj kvar povezan sa zaglavljenom spojkom za otpuštanje koja se nalazi na poklopcu ležaja ulaznog vratila. To je zbog činjenice da kada vozač otpusti papučicu spojke, spojka se pomiče neravnomjerno, najprije se zahvaća, a zatim naglo trza. Osim toga, iskrivljeni diskovi mogu uzrokovati naglo aktiviranje spojke. U tom slučaju, kako bi se uklonio kvar, trebat će ih zamijeniti.
Kako bi kamion Zil 130 što rjeđe trebao popravljati, potrebno je njime upravljati u skladu s nekoliko jednostavnih pravila. Možete krenuti i u prvoj i u drugoj brzini. Pokušajte otpustiti papučicu spojke što je lakše moguće. Nemojte držati nogu na papučici kada ste parkirani s uključenim motorom. Osim toga, pedala ne smije biti djelomično pritisnuta tijekom vožnje. To dovodi do prijevremenog trošenja i ranog kvara cijelog sklopa. Nemojte voziti i mijenjati brzine pri visokim brzinama motora. Gore navedene prilagodbe moraju se provoditi povremeno. Poštivanje ovih jednostavnih pravila pomoći će održavanju rada jedinice što je dulje moguće, kao i isključiti nepredviđene kvarove.

Elementi spojke ZIL-130:
-
potisna ploča (korpa spojke)
ležaj za otpuštanje spojke



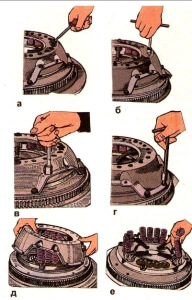
Kvačilo se može namjestiti na demontiranoj potisnoj ploči (na primjer, nakon zamjene diska kvačila, ili zamjene jastučića potisne ploče ili otpuštajućeg ležaja) ili izravno na automobilu kroz otvoreni poklopac u zamašnjaku. Razmislite o mogućnosti demontaže mjenjača i svih dijelova spojke.

Demontaža se vrši na razglednom jarku pomoću posebnog vitla za uklanjanje mjenjača:
- Nakon odvrtanja 4 (četiri) pričvrsne matice - mjenjač se uklanja i spušta na paletu.
- Sada odvrnite 8 (osam) vijaka koji pričvršćuju potisnu ploču na zamašnjak motora.
- Nježno, držeći pogonski disk (koji je u sendviču između zamašnjaka i košare), uklonite potisni disk.
- Provodi se otklanjanje kvarova na svim dijelovima spojke.
- Provjeren je ležaj za otpuštanje - trebao bi se lako okretati bez emitiranja stranih zvukova.
- Pogledajte radnu površinu nogu potisne ploče. Odredite debljinu tarnih obloga pogonjenog diska.
Kada su svi dijelovi razvrstani i zamijenjeni novima, potrebno je podesiti četiri poluge potisne ploče ili, kako se jednostavno zovu, "noge" košare spojke. Za to će biti potrebna ravna ploča, koja se koristi kao rezervni zamašnjak motora ZIL-130. Ako ga nema, morate ga kupiti za rastavljanje.
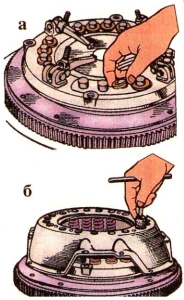
Bez skidanja sastavljene potisne ploče spojke (košare) s pomoćnog zamašnjaka (koji se koristi kao uređaj), potrebno je podesiti položaj poluga u odnosu na radnu površinu potisne ploče.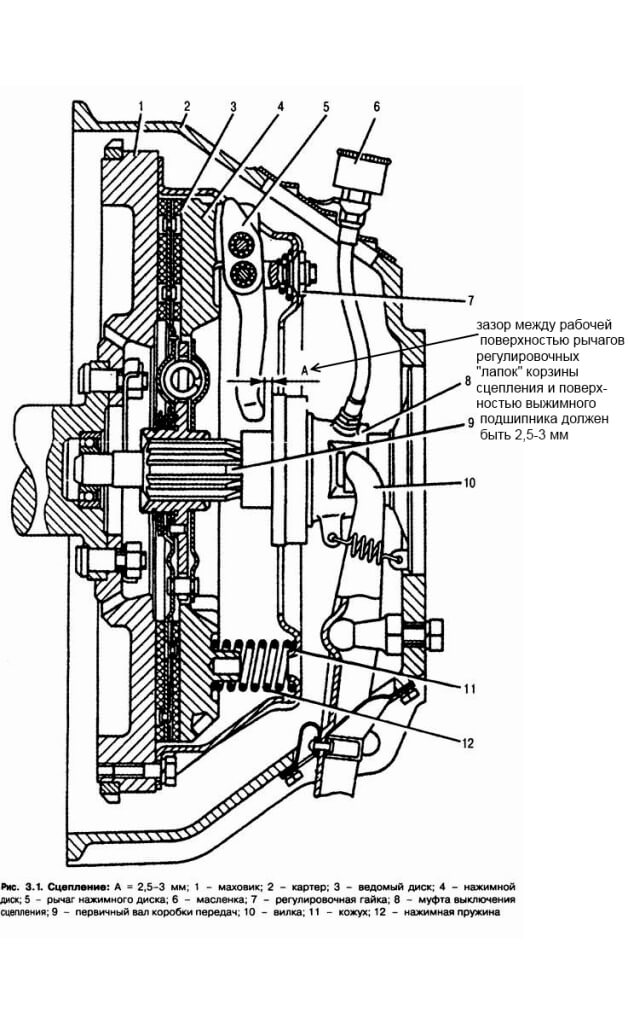
Okrećući matice za podešavanje ključem, postavite sve poluge u takav položaj da udaljenost od radne površine tlačne ploče do vrhova sfernih izbočina na unutarnjim krajevima poluga bude unutar 39,7-40,7 mm. U tom slučaju krajevi poluga moraju ležati u istoj ravnini paralelno s radnom površinom tlačne ploče s točnošću od 0,5 mm, ne više.
U slučaju da je tlačna ploča spojke montirana u uređaj za podešavanje, ugradnju poluga treba provjeriti pomoću upravljačke ploče, kao što je prikazano na sl. 1, b. U tom slučaju, sferne izbočine poluga moraju dodirivati kontrolnu ploču 2 instaliranu na glavčinu alata 1.
Nakon završetka podešavanja spojke potrebno je zategnuti vijke potpornih ploča (moment zatezanja 1,0-1,5 kgm). Zatim pričvrstite vijke (slika osam) mekom žarenom čeličnom žicom promjera 1 mm.
Zategnite navojni spoj matice za podešavanje s navojnim krajem vilice u jednoj točki.
Odvrnite vijke koji pričvršćuju poklopac na pomoćni zamašnjak i skinite sklop tlačne ploče s poklopcem.U tom slučaju postupno i uzastopno otpustite sve vijke kako biste izbjegli deformaciju poklopca spojke.
Ovako izgleda poluga za podešavanje, ili na jednostavnoj nozi tlačnog diska ZIL 130:

Sastavljanje potisne ploče (košare)

Moguće je namjestiti poluge za povlačenje bez skidanja košare spojke sa zamašnjaka automobila.
Prilikom uklanjanja spojke potrebno je odvrnuti vijke koji pričvršćuju mjenjač na kućište spojke, odvojiti mjenjač od kućišta radilice i ukloniti ga;
- odvrnite vijke poklopca spojke i uklonite ga;
- odvrnite vijke koji pričvršćuju donji poklopac kućišta spojke i skinite poklopac;
- olabavite stezni vijak koji pričvršćuje polugu na osovinu vilice, skinite polugu i izvadite ključ;
- otpustite dva vijka prirubnice čahure i uklonite je;
- uklonite vilicu za otpuštanje spojke tako da je prvo pomaknete ulijevo i nagnete prema dolje.
Sklop spojke / radilice dinamički je balansiran u tvornici. Za održavanje ravnoteže potrebno je napraviti oznake na zamašnjaku i poklopcu potisne ploče prije uklanjanja kvačila sa zamašnjaka. To će omogućiti njihovu ugradnju u isti položaj tijekom montaže bez narušavanja tvorničke ravnoteže.
Uklonite vijke koji pričvršćuju poklopac potisne ploče na zamašnjak. Odvrćući bajtove, potrebno je uzastopno okretati zamašnjak. Vijke treba postupno otpuštati kako bi se izbjegla deformacija kućišta.
Skinite sklop potisne ploče, uklonite disk spojke.
Demontaža potisne ploče. Prije početka demontaže potrebno je označiti relativni položaj svih dijelova spojke. Za rastavljanje tlačne ploče koristite pomoćni zamašnjak i čeličnu ploču od 9,8 mm. zamjenski pogonski disk. Umjesto čeličnog diska također se može koristiti bilo koji kruti odstojnik određene veličine. Po potrebi se za demontažu tlačne ploče mogu koristiti različiti uređaji s brzodjelujućim stezaljkama, ali uz obaveznu ugradnju kućišta potisne ploče na osam klinova ili vijaka za centriranje, nakon čega slijedi pritisak kućišta šapama.
Da biste rastavili potisnu ploču spojke, morate postaviti zamašnjak na radni stol, staviti čelični disk na radnu površinu zamašnjaka, ugraditi sklop tlačne ploče s kućištem na njega i pričvrstiti ga na zamašnjak s izduženim vijcima za centriranje. Vijci bi trebali biti 10-12 mm duži od uobičajenih vijaka poklopca.
Preporuča se rastavljanje tlačne ploče sljedećim redoslijedom. Odvrnite vijke potpornih ploča, odvrnite ih i skinite ploče s poklopca spojke. Odvijte matice za podešavanje posebnim ključem.
Odvrnite vijke koji pričvršćuju uparene opružne ploče i uklonite čahure vodilice iz oblikovanih rupa ovih ploča. Zatim postupno odvrnite sve vijke koji pričvršćuju kućište na zamašnjak dok se tlačne opruge potpuno ne oslobode kompresije, a zatim potpuno odvrnite sve te vijke. Skinite poklopac, tlačne opruge i toplinske izolacijske podloške.
Označite položaj svake poluge za otpuštanje spojke u odnosu na potisnu ploču, odspojite i uklonite klinove koji povezuju poluge s potisnom pločom, uklonite poluge zajedno s potpornim vilicama, izvadite valjke iz ležišta poluga. Otkvačite i uklonite klinove koji povezuju poluge s potpornim vilicama, uklonite vilice s poluga i izvadite valjke iz ležišta poluga. Skinite potisnu ploču s pomoćnog zamašnjaka.
U nedostatku dodatnih proširenih vijaka, tlačna ploča se može rastaviti na sljedeći način.
Ugradite sklop tlačne ploče na zamašnjak s čeličnim pod-diskom od 9,8 mm. i pričvrstite normalnim vijcima.
Otpustite klinove i odvrnite vijke koji pričvršćuju osnovne ploče, uklonite ploče iz kućišta. Odvrnite vijke koji pričvršćuju uparene opružne ploče i uklonite čahure vodilice iz oblikovanih rupa na pločama.Odvrnite matice za prethodno podešavanje i ostavite ih na vilicama (oko polovice visine navojnog dijela matice); zatim odvrnite sve normalne vijke koji pričvršćuju poklopac spojke na zamašnjak, zatim, pritiskajući kućište rukom, na kraju odvijte matice za podešavanje, motajući ih u parovima sa suprotnih strana kućišta dok se opruge potpuno ne oslobode kompresije. Zatim skinite: poklopac spojke, tlačne opruge, toplinsko izolacijske podloške, poluge za otpuštanje spojke i potisnu ploču sa zamašnjaka.
Nakon rastavljanja spojke, potrebno je dijelove isprati u otopini za odmašćivanje, provjeriti njihovu prikladnost i, ako je potrebno, zamijeniti neupotrebljive dijelove novima.
U ovom ćemo članku razmotriti koji su glavni detalji spojka ZIL 130 i kako se noge košare mogu namjestiti.
Kako se vozači i obrtnici međusobno zovu "Košara" ima službeni tehnički naziv - pogonski tlačni disk... Dizajniran je za prijenos zakretnog momenta sa zamašnjaka motora na disk spojke... Za rad tlačne ploče, košara je opremljena kućištem od lijevanog željeza, pomoću kojeg je cijeli mehanizam pričvršćen vijcima na zamašnjak.
Ispod kućišta nalazi se šesnaest opruga. Njihovim naporima vrši se pritisak. Za otpuštanje spojke, potisna ploča ima četiri poluge za izvlačenje (u žargonu "šape").
Čelični disk s tarnim oblogama s obje strane (u žargonu "feredo" od riječi ferodo, što znači kompozitni materijal otporan na trenje i toplinu). Jastučići su pričvršćeni zakovicama. Ako imate uređaj i zamjenjive feredos, mogu se zamijeniti kako biste vratili performanse diska. Fotografija ispod prikazuje debljinu frikcionih obloga na novom disku.
Tijekom rada, zbog trenja i toplinskog preopterećenja, disk se briše i postaje neupotrebljiv. Oštećen je i prigušni dio (opruge odlijeću) te se istroše žici vodilice, a puca i čelična podloga diska.
U središnjem dijelu diska nalaze se prigušivač i prorez koji se uklapaju u utore ulaznog vratila mjenjača. Prigušni dio s osam opruga služi kao amortizer.
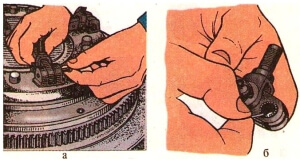
Otpusni ležaj fiksiran na spojnici, koja ima graničnike s obje strane. Ovi graničnici omogućuju pomicanje spojke s ležajem pomoću vilice za otpuštanje spojke... Pritiskom na papučicu spojke pomičete ovu vilicu. Ona pak pomiče "otpuštanje" prema "košari", gdje se ležaj naslanja na poluge za otpuštanje. Poluge guraju pogonski disk od sljedbenika, a spojka je isključena sve dok držite papučicu spojke pritisnutu. Detaljan dijagram pogona spojke kao i vodič za podešavanje slobodnog hoda papučice spojke možete pronaći u našem članku - Slobodni hod papučice spojke zil 130. Podešavanje.
Tako je spojka ZIL 130 uređena na najjednostavniji način, bez pneumatskih hidrauličnih pojačivača i pomoću jednog pogonskog diska. (Na primjer, KamAZ, MAZ i KrAZ koriste dva pogonska diska između kojih je ugrađena međuploča, a sila oslobađanja se povećava uz pomoć CCGT-a).
Rastavljanje se najprikladnije vrši na jarku za gledanje pomoću posebnog vitla za uklanjanje mjenjača. Postupak demontaže:
- Uklonite četiri matice koje pričvršćuju mjenjač na poklopac motora.
- Odmičući se od motora, povucite mjenjač s vijaka za pričvršćivanje i spustite ga na paletu pomoću vitla. Na ulaznoj osovini mjenjača nalazit će se ležaj za otpuštanje.
- Uklonite osam vijaka potisne ploče za zamašnjak.
- Nježno, držeći pogonski disk (koji je u sendviču između zamašnjaka i košare), uklonite potisni disk.
Nakon toga možete pregledati stanje dijelova: radnu površinu šapa tlačne ploče, procijeniti trošenje tarnih obloga pogonjenog diska. Radni ležaj za otpuštanje mora se lako okretati bez emitiranja stranih zvukova.
Noge košare se podešavaju nakon popravka ili zamjene gore navedenih elemenata spojke.Pouzdan i dugotrajan učinak spojke ovisi o pravilno postavljenim polugama. Glavni zadatak je postići pronalaženje radne površine poluga na određenoj udaljenosti od potisne ploče i uvijek u istoj ravnini kako bi se izbjeglo iskošenje.
Za podešavanje je potreban pomoćni zamašnjak, koji se može kupiti na rastavljanju.
Bez skidanja sastavljene potisne ploče spojke (košare) s pomoćnog zamašnjaka (koji se koristi kao uređaj), potrebno je podesiti položaj poluga u odnosu na radnu površinu potisne ploče.
Okrećući matice za podešavanje ključem, postavite sve poluge u takav položaj udaljenost od radne površine tlačne ploče do vrhova sfernih izbočina na unutarnjim krajevima poluga bio unutar 39,7-40,7 mm... U tom slučaju krajevi poluga moraju ležati u istoj ravnini paralelno s radnom površinom tlačne ploče s točnošću od 0,5 mm, ne više.
Nakon završetka podešavanja spojke potrebno je zategnuti vijke potpornih ploča (moment zatezanja 1,0-1,5 kgm). Zatim pričvrstite vijke (slika osam) mekom žarenom čeličnom žicom promjera 1 mm.
| Video (kliknite za reprodukciju). |
Zategnite navojni spoj matice za podešavanje s navojnim krajem vilice u jednoj točki.
Odvrnite vijke koji pričvršćuju poklopac na pomoćni zamašnjak i skinite sklop tlačne ploče s poklopcem. U tom slučaju postupno i uzastopno otpustite sve vijke kako biste izbjegli deformaciju poklopca spojke.














